
Validation Testing of Additive Layer Manufactured Intake Valves
Two hollow engine intake valves were produced using Additive Layer Manufacturing (ALM) and tested within a combustion engine to determine the suitable of the design.
Two hollow engine intake valves have been produced using ALM (EOS M270) in Inconel 718, sealed using laser welding, and ground to a finished state by conventional processes. The valve design enabled by this manufacturing route represents a minimum 20% weight saving if a conservative approach towards maximum fatigue stress is adopted. Greater savings may be possible with further optimisation.
A test run was conducted at WMG to assess the suitability of the design shown for use in a combustion engine.
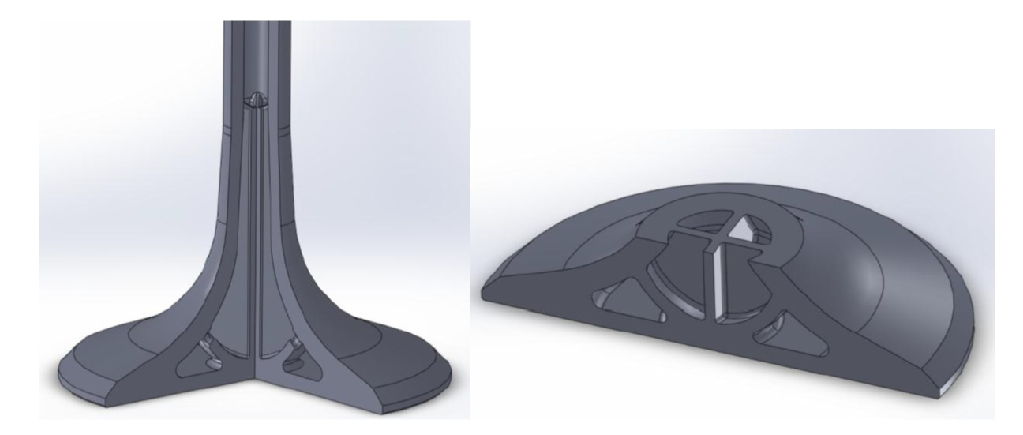
Figure 1: ALM intake valve design, Inconel 718, a 20% weight reduction compared to OEM steel valve.
In order to assess the functionality of the components, they were installed in a test engine, following conventional assembly and manual valve lapping procedures. The engine utilised was a KTM 525cc single cylinder motorcycle engine, with a high compression piston kit installed (12.5:1).
While testing using conventional fatigue test equipment was considered, the inability to accurately represent the operational conditions found within an engine led to the rejection of this test methodology. Available equipment was capable of achieving an ambient 600oC and of testing at 1Hz, however the component would typically see localised temperature distributions, as well as much higher frequencies of operation than the available fatigue testing equipment can provide. Testing within an engine was therefore deemed a more realistic evaluation of the components ability to survive in such an environment, rather than any attempt at simulation of those conditions.
As an evaluation of the feasibility of producing engine valves by ALM, the test components endured a minimum of 1 hour of engine testing, between the speeds of 2000-8500rpm. To provide a test regime, the Extra Urban Driving Cycle (EUDC) was used as a template, against which the engines speed range was normalised, rather than using road speed. This provides a test cycle of 6 minutes, 49 seconds, and represents a total of approximately 33,500 engine revolutions, and therefore 16,750 intake valve cycles.
The engines gearbox was placed in neutral throughout the test, and temperatures monitored to ensure they were within expected operating ranges. The test regime was repeated 10 times for a total of 1hr 8minutes of running time, and a minimum of 167,500 intake valve cycles completed.
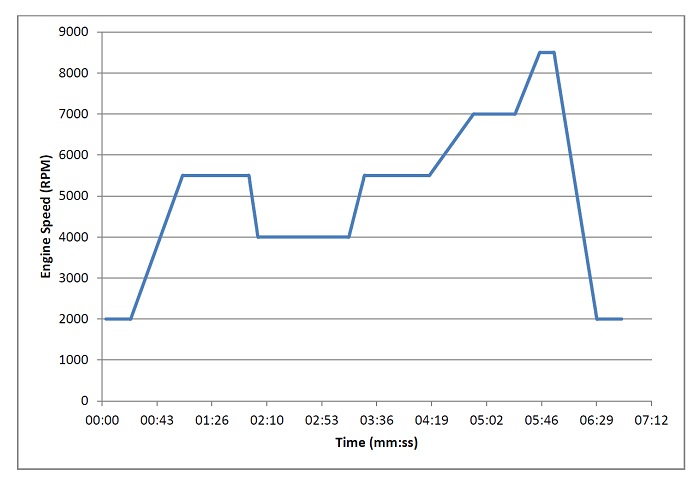
Figure 2: Test regime - repeated x10
A final peak rpm test was also run, ramping the engine speed from its idle speed of 2000rpm up to 9500rpm and back again over a 2 minute 30 second test duration, providing an additional 6800 valve cycles.
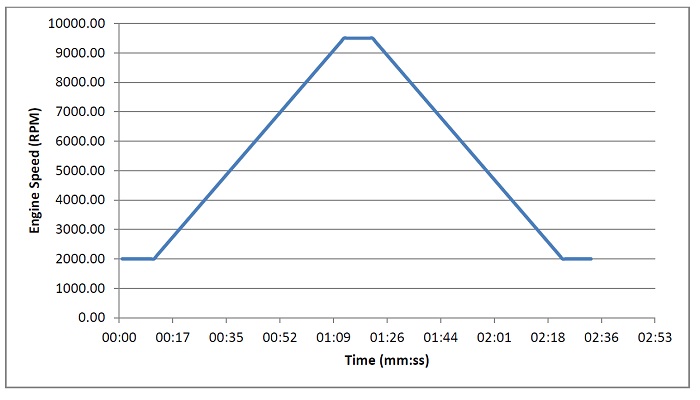
Figure 3: Peak rpm test regime
Post-Test:
At the end of testing, the components successfully endured a minimum of 1hr 10mins engine running, equivalent to a minimum of 174,800 intake valve cycles, with no external indications of failure.
Once engine testing was complete, the valves were disassembled from the test engine, for inspection both visually and using CT scanning to examine for any signs of fatigue crack formation on the unfinished interior surfaces.
Visual inspection of the valves exterior surface shows some signs of wear on the valve stem, due to stem/guide contact, as well as some wear on the valve tip due to tappet interaction. At this stage it is assumed that this is part of the wearing in process.
With the results of the CT scanning, a decision will be made on future use of ALM intake valves for WMG’s Formula Student competition engine. If signs are positive, it is intended that the ALM valves will become a standard part of the competition engine, and will see usage throughout the years test and race programmes, with approximately 10-20 hours of running time expected up to the race event in July.
