
Sounding out Safety
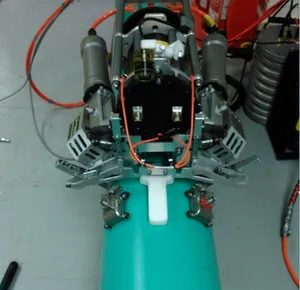
| For over 20 years the Ultrasound Group has been actively working in the field of non-destructive testing, wokring in areas that use ultrasound [1-8], electromagnetic [9-10] or thermographic methods [11-12] to find and characterise defects in a range of different materials. Some of our ultrasonic sensors that we have designed through our research programme called ElectroMagnetic Acoutsic Transducers (or EMATs) are used in industrial applications from measuring the remaining thickness of erroding pipes [2] through to checking for defected in notoriously difficult to inspect stainless steel welds [3] or hidden corrosion patches in sub-sea applications [4] - as shown in the image on the right where the two EMAT sensors at the bottom of the image straddle a pipe, attached to an automated pipe crawler. The photograph to the right is provided courtesy of Sonomatic Ltd, who sponsored the EngD project that developed this. The studenship was provided through the EPSRC funded Research Centre for NonDestructive Evaluation (RCNDE). |
|
 |
Many of our inventions have been commercialised through a University spin-out company Sonemat Ltd, whose involvement has helped to ensure that the technology is carefully supported during the process of transfering it from the labs into real world use. The photo-graph on the left shows Dr Mark Potter - an employee of Sonemat - performing tests on petrochemical pipe work at 350C to check that the remaining wall thickness of the pipe is safe. This work has been funded by EPSRC, the EU Framework programmes and by various industrial sponsors. |
|
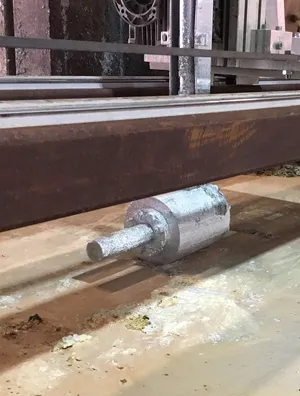
In 2014 Zinco UK established a new relationship with the Sonemat Limited - a spin-out company from the University of Warwick to explore how ultrasonic technology first developed at the University could be used be used to test the kettle’s integrity while still loaded with molten zinc.The new probe technology can conduct safety critical testing inside galvanizing kettles equipment while still holding molten zinc at 450°C. The image to the right shows the external casing of the sensor, coated in liquid zinc after it has been removed from a test run. The sensor is just immersed back into the liquid zinc the next time it is used. The system has been used across Europe and Scanddinavia, the Middle East, Africa and Malaysia and there are plans to extend this systems coverage to capture 30% of the global market for kettle inspection.
|
 |
| In our more recent work through an Engineering Doctorate project, we have developed an EMAT sensor that can operate at termperature of up to 480C, without the need for any cooling. This is ideal for siutations where users are either concerned about the use of cooling water or simply don't have access to a water supply. These EMATs can be fitted under insulation, or even scanned or moved from place to place as required. The ultrasonic waveforms shown in the image on the right are taken across a range of temperatures, and can be used to calculate the thickness of a steel sample in this case by measuring the time at which the pulses (or ultrasonic echoes within the pipe wall) arrive back at the EMAT. This work is funded by the EPSRC funded Research Centre for NonDestructive Evaluation (RCNDE) and Sonemat Ltd. | 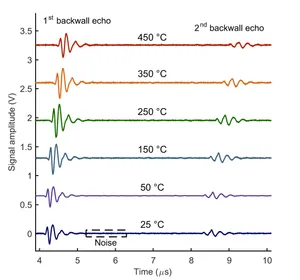 |
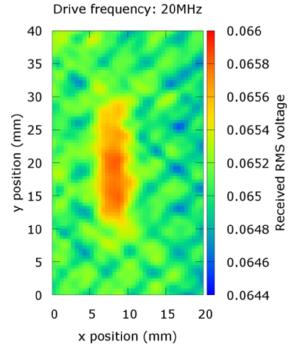 |
In addition to ultrasound, we are working on electromagnetic methods for finding very small cracks in safety critical components, using a technique called eddy current inspection [9,10]. In eddy current inspection a coil passing AC current is placed close to a metal sample to generate an eddy or mirror current in the sample surface. To obtain high sensitivity to the smallest and most shallow of defects we need to try and ensure that we contain the eddy currents within a thin layer of the surface - we make this electromagnetic skin depth small by operating our sensors at very high frequencies - of up to 30MHz. This is approximatelty an order of magnitude higher than most high frequency commercial systems can reilably operate at. To do this we had to design a new type of sensor that was not affected by the cables connecting the coils to the electronics - so we did this by miniaturising the electronics and designing the whole sensor to fit within a compact housing. The high frequency of operation enables us to work on materials with veru low electrical conductivity with high sensitivity - including superalloys used in jet engines and even on carbon fibre composites that are now used to make super jumbo jets. The image on the right shows the results of a scan taken on a carbon fibre composite sample containing a surface breaking defect at just 20MHz. |
As a group, we also undertake a lot of outreach activities - from public lectures through to particpation in science fairs, running demos and labs for visiting young people in our labs and school visits and also the occasional appearance in the media.
 |
 |
For further reading, including some mentions in the media, more details on the publications in which this and other work appears, please click this link to our research group pages and the Centre for Industrial Ultrasonics. |
References
1. Dixon S et al, High accuracy non-contact ultrasonic thickness gauging of aluminium sheet using Electromagnetic Acoustic Transducers (EMATs), Ultrasonics, 39, pp445-453, 2001
2. Dixon S, Edwards C, Reed J and Palmer S B, The use of EMATs to measure the wall thickness of hot galvanizing ketttles, Insight, 1995, pp368-370
3. Petcher, PA and Dixon S, Weld defect detection using PPM EMAT generated shear horizontal ultrasound, NDT&E Int. 74, pp58-65, 2015
4. Clough M, Dixon S et al.,Evaluating an SH Wave EMAT System for Pipeline Screening and Extending Into Quantitative Defect Measurements, Rev. Prog. QNDE, Article Number: UNSP 160001, 2016
5. Clough AR and Edwards RS, Lamb Wave Near Field Enhancements for Surface Breaking Defects in Plates, Journal of Applied Physics, 111 (10) 104906, 2012
6. Dixon S et al, Ultrasonic metal sheet thickness measurement without prior wave speed calibration, J. Phys.D-Applied Physics 46, Art. no. 445502, 2013
7. Kang, L, Fan Y, Chen L, Ramadas SN. and Dixon S, Low-power EMAT measurements for wall thickness monitoring, Insight 57, pp319-323, 2015
8. Dutton B, Clough AR, Rosli HM and Edwards RS, Non-contact ultrasonic detection of angled surface defects, NDT&E International, 44 (4) 353-360, 2011
9. Hughes R, Fan Y and Dixon S, Near electrical resonance signal enhancement (NERSE) in eddy-current crack detection, NDT & E Int. 66, pp82-89, 2014
10. Hughes F, Day R, Tung N and Dixon S, High-frequency eddy current measurements using sensor-mounted electronics, Insight 58, pp596-600, 2016
11. Burrows SE, Dixon S et al., Thermographic detection of surface breaking defects using a scanning laser source, NDT & E Int. 44, pp589-596, 2011
12. Almond DP, Weekes B,Li T, Pickering SG, Kostson E,Wilson J,Tian GY, Dixon, S and Burrows S, Thermographic techniques for the detection of cracks in metallic components, Insight 53, pp614-620, 2011 - winner of the 2012 Grimwade medal
For a more comprehensive list of references please click here.