
EMATs
Introduction
The EMAT [1-3] is a non-contact device that generates and detects ultrasound in electrically conducting or magnetic materials. EMATs are non-contact and so no liquid couplant is required making inspection more rapid, more practical and less prone to measurement error. The operational efficiency of an EMAT system is dependent on the design of the EMAT and its supporting electronics, the proximity to the sample surface and the specific properties of the material being examined.
An introductory video that describes some EMAT applications can be viewed by clicking this link.
Figure 1
Send-receive shear wave EMAT amplitude C-scan of a rolled aluminium plate containing internal delaminations introduced during rolling. The light green and blue areas correspond to low signal amplitude.
The EMAT basically consists of a wire coil in a magnetic field. The coil and magnetic field are arrange in such a way that current is pulsed through the coil (a sharp pulse of current can generate broad-band ultrasound), and the motion of the sample surface (ultrasonic arrival) generates current in the coil which is detected with a suitable preamplifier.
The EMAT can work on hot materials [4,5] and water cooled has been used up to temperatures in excess of 1000oC for momentary measurements and up to 500oC for continuous measurements. EMATs can be used up to temperatures of around 200oC for continuous measurement with no cooling.
As the EMAT is a non-contact device it can be used to measure ultrasound propagating through moving samples, and has been implemented in an automated system in an industrial environment. [6].
displacement = A cos(wt)
then, the velocity can be given as
velocity = - A w sin(wt)
So, with EMATs the higher frequencies appear enhanced in the velocity frequency spectrum, but nevertheless the range of frequencies observed must also be present in the displacement spectrum. Contact piezoelectric probes should measure displacement but the observed signals can have different frequency content to the true displacement. The response of the preamplifiers used must also be taken into account in all cases.
What materials is it typically used on?
The material needs to be electrically conducting or have certain magnetic properties.
- aluminium - generally good operation via a Lorenz mechanism
- steel - unpredictable, and can vary from no sensitivity to very high sensitivity, operation is via Lorenz and magnetic mechanisms the latter being dominant in high sensitivity cases.
- steel oxides - high sensitivity on magnetite oxides (Fe3O4) such as mill scale or those grown under hot dry conditions in service found in boilers and furnaces (see fig.2). Will not work on rust - (oxide grown in hydrous conditions - Fe2O3·nH2O and FeO(OH), Fe(OH)3).
- other metals - will generally work well on good electrical conductors with low density and high rigidity.
The best way to see if it will work is generally to try it!
Figure 2
Send-receive shear wave EMAT transit time (thickness) on a rough petrochemical pipe with internal corrosion - the light green areas correspond to low wall thickness. High temperature hydrocarbon products had been transported through the pipe.
Types of EMAT
The following is a description of the types of EMAT that we have specialized in and is not intended as a general reference source for EMATs.
Radially polarised shear wave EMATs
Radially polarised shear wave EMATsOne of the most efficient type of EMATs are normal incidence radially polarised shear wave EMATs. Shear waves travel slower than compression waves providing higher temporal measurement resolution and shear waves are also a more sensitive probe of interfacial condition than conventional compression wave that are generated/detected by contact probes. We have radially polarised shear wave EMAT systems that can be used in through transmission and in send-receive modes, the latter being a more practical embodiment for NDT. They are also compatible with standard flaw detectors if used with a suitable small adapter box (figure 3). Figure 3Photograph of EMAT being used with an adapter box and a conventional (old) flaw detector. |
 |
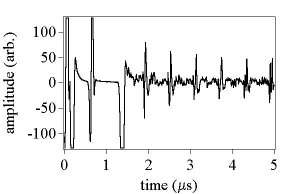 |
The shear wave EMATs we use are broadband and operate at higher frequencies (up to 20MHz centre frequency) than those used by other workers. Ultrasonic echoes can be measured directly (thickness gauging) in very thin materials - the waveform of fig.4 was taken on a 1mm thick steel sample. They are also small devices (fig.5), comparable in size to standard contact piezoelectric probes.
Figure 4High frequency send-receive EMAT waveform on a 1mm thick steel sample. Note the EMAT will not work this efficiently on most types of steel. |
Figure 5Photograph of two industrially rugged EMATs showing that the total diameter is approximately 30mm (length is approximately 40mm). The EMAT on the left was returned from use in a petrochemical cracker and the dark regions on the face are actually chemical contaminants - which do not affect the EMAT performance. The EMAT on the right was also used in the inspection but has been cleaned. Note that the 'shiny' outer stainless steel ring gives extra protection to the EMAT face and is used to provide extra stand-off. The white disc cover is a thin protective ceramic face.
|
 |
Compression wave EMATs
It is also possible to construct compression wave EMAT probes, but these are much less efficient and sensitive than their shear wave counterparts but have similar operation frequencies. Generally there should be a good reason to use a compression wave probe in preference to shear wave EMAT probes.
Angled shear wave EMATs
Angled shear wave EMATs can be used in various modes and the angle that they generate at can be varied by changing the electronic drive to the coil (or coils). They are lower frequency devices - a factor determined by their construction. They can be focused by a phased array technique, but we use a non-focused technique. A focused system can have higher detection resolution but you need to be know where to focus it in the first place - there are advantages and disadvantages to using either approach regardless of cost considerations. However the cost of a phased array system is much higher.
References for further reading
[1] H.M. Frost, ‘Electromagnetic-ultrasonic transducer:principles, practice and applications’, in:Physical Acoustics XIV, Ed. W.P. Mason and R.N. Thurston, Academic Press, New York, pp179-275
[2] E.R. Dobbs, ‘Electromagnetic generation of ultrasonic waves’, in: Physical Acoustics X, Ed. W.P. Mason and R.N. Thurston, Academic Press, New York, pp127-189
[3] K. Kawashima, ‘Theory and numerical calculations of the acoustic field produced in metal by an electromagnetic ultrasonic transducer’, J. Soc. Am., vol.60, pp1089-1099,1976
[4] A Idris, C Edwards and S B Palmer, Acoustic wave measurements at elevated temperature using a pulsed laser generator and electromagnetic acoustic transducer detector, Nondestr. Test. Eval., 1994, vol. 11, pp 195-213
[5] S Dixon, C Edwards, J Reed and S B Palmer, The use of EMATs to measure the wall thickness of hot galvanizing ketttles, Insight, April 1995, pp368-370
[6] S. Dixon , C. Edwards and S.B. Palmer, Non-contact ultrasonic liquid level measurement of drinks cans, SPIE, vol 3589, 1999, pp52-57