ERC: NCUScan project
The ERC project NonContactUltrasonic, 202735, was an ERC Starting Independent Researcher grant.This has led to an ERC-funded Proof of Concept grant, 693243, NCUScan, to develop the techniques further.
In the starting grant, we used EMATs and laser ultrasonic techniques to characterise surface defects in metal samples, and non-contact ultrasonic techniques to measure the properties of single crystals at low temperatures. Publications are available here.
In the Proof of Concept grant we have made miniature EMAT systems, which means we can characterise smaller surface defects and/or work with smaller access requirements. In a lot of industr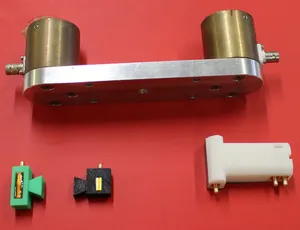 ial applications it is important to find and characterise defects that have lateral dimensions of 1-10 mm. Ideally, such characterisation should be able to be done through coatings, as removing the coating for inspection and putting it back is environmentally unfriendly and expensive.
ial applications it is important to find and characterise defects that have lateral dimensions of 1-10 mm. Ideally, such characterisation should be able to be done through coatings, as removing the coating for inspection and putting it back is environmentally unfriendly and expensive.
We have developed an EMAT system that can characterise small defects through some coatings (dependent on composition and thickness of the coating). The EMAT system has a sensor with a lateral size of 8 mm. On the photograph our miniature EMATs are placed near a standard EMAT probe (sensor lateral size 45 mm). The miniature system can be used to characterise defects as small as 1 mm wide and 0.5 mm deep.
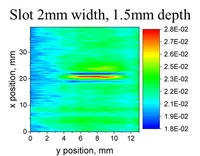
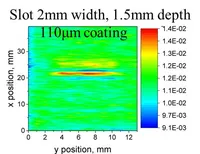
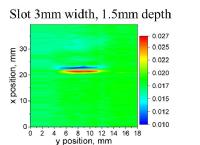
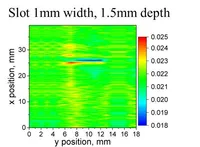
As an example, the images below show scan maps of slots in aluminium blocks with 1.5 mm depth and 1 - 3 mm width. One of the maps is measured through a 110 μm thick coating. The map is taken during a scan of the sample, with the colour at each position showing the amplitude of the Rayleigh or Lamb wave when the detection EMAT is at that position. The red regions show higher amplitudes, and are indicative of constructive interference of the incident Rayleigh wave with its reflection from the opening of the crack (signal enhancement). From the magnitude of this enhancement we can extract information about the depth (and potentially angle of propagation) of the crack. For narrow width cracks we also need to know their lateral size, so that the waves which pass around the defect can be accounted for when sizing. An idea of the width of the crack can also be obtained from a single scan map.
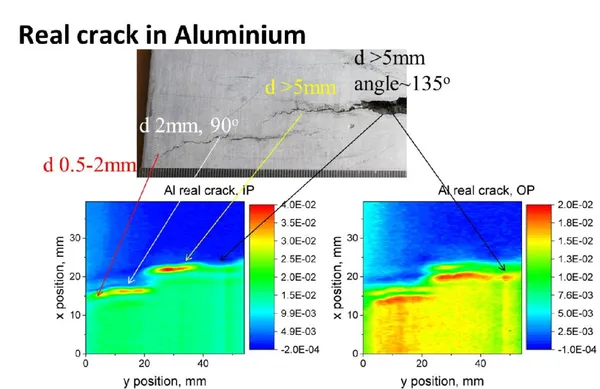
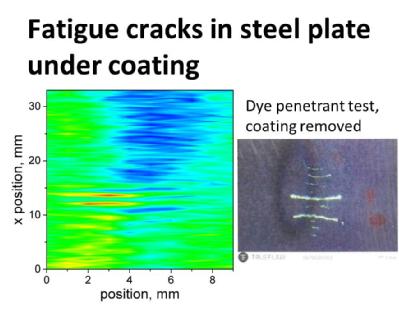
The EMAT system has been tested on several real cracks - in aluminium and in steel components removed from service, or containing fatigue cracks. The images below show the in-plane (IP) and out-of-plane (OP) components of the Rayleigh wave, as in the near field of the crack comparing the components can give information about the angle of propagation.