
Success Story Assetbank
Stainless steel industry develops leaders of the future with WMG
A cohort approach to solving succession challenges in the stainless-steel industry is underway at the British Stainless-Steel Association as WMG sign up to deliver a second leadership programme for members.
Background and Challenge
Manufacturers consistently recognise the critical importance of enhancing leadership and management skills to bridge existing and anticipated skills gaps and to tackle the major challenges facing the industry. The British Stainless Steel Association members are no different and the association has seen a surge in interest from member firms wanting to develop staff to boost growth and innovation.
Adam Bradley, Director of Corrosion Resistant Materials and Vice Chair of the BSSA said:
“Leadership is not something that is taught. What we find at BSSA is that employees that are good at their job and have worked for a long time in a manufacturing firm are generally made leaders. This type of succession activity does not necessarily translate into success, because a distinct set of skills are required to lead, and you must spend time to learn and embed them. Businesses are finding it difficult to help those employees with that transition and are not investing in training because they don’t know where to go.”
Solution
To help their members thrive and move forward, BSSA and WMG worked together to create a leadership programme crafted specifically for the needs of their members. BSSA realised that the membership base would benefit from a taster of what was available in terms of leadership and development training before investing fully. The BSSA Talent Development Programme consists of two modules helping attendees understand their own leadership qualities and behaviours as well as how to lead a team to success. The programme also provides coaching and an opportunity to work on a cohort project to benefit the businesses as well as the association.
The successful pilot that ran earlier this year resulted in the cohort working together on a directory and support materials to help members better understand the food and drink and interiors sectors where stainless steel has enormous potential and application.

Impacts
As a result of the pilot programme BSSA have committed to offering members the opportunity to join a second Talent Development Programme.
Individuals will benefit from:
- A leadership certificate from the University of Warwick
- Expanding knowledge of products and services within the industry
- The opportunity to network with likeminded individuals
- Additional skills in areas such as presenting, marketing, social media, project management, as well as a boost in confidence
Benefits to the companies involved include:
- The opportunity to promote their brand
- The opportunity to boost their training and development credentials, which will ultimately boost productivity and attract new skills to the sector
James Sweeney, Production Manager at Birmingham based Anopol Group participated in the pilot programme after being promoted to manage a new team. David Cass, Managing Director at the firm said:
“It has been a pleasure observing James’s growth through the BSSA Talent Development Programme. Our team at Anopol are benefitting from his leadership training and networking interaction development. James has clearly grown in confidence and is demonstrating excellent communication skills, attentive process driven approaches to conflicting situations, and mature self-awareness. He thoroughly enjoyed spending time with the programme lecturers and delegates whilst experiencing new business environments. Our next delegate is ready to go!”
Liz McArdle, Innovation Manager at WMG who delivers the programme alongside colleague Steven Norgrove said:
“We are delighted that Adam and the team have decided to invest in this valuable programme for the second time off the back of the successful pilot. WMG is on a mission to equip the leaders of the future with the skills to navigate changes and opportunities in the manufacturing sector. We thoroughly enjoyed collaborating with the participants and seeing them flourish and grow in confidence. We look forward to meeting the next cohort in October.”
Adam Bradley added:
“Our hope is that schemes like this will help to retain and attract talent to the sector which is vitally important for the association and companies across the board. We are excited to witness the journeys that our next set of leaders will go on through the programme.”

For more information about membership at the BSSA and joining the programme which starts in October visit:
BSSA Talent Development ProgrammeLink opens in a new window
For more information about WMG’s leadership programmes for manufacturing SMEs contact: wmgsme@warwick.ac.uk
A turnover and wellbeing boost at Wrekin Sheetmetal through Made Smarter support
“Working with Made Smarter and having the new system in place has been invaluable for us. It has dramatically improved our production line process and has not only made staff happier but has made it easier for us to onboard new colleagues and products thanks to the system’s ease-of-use.”
Claire Robinson, Managing Director, Wrekin Sheetmetal Ltd
Wrekin SheetmetalLink opens in a new window, based in Telford, manufactures and shapes a wide variety of steel parts and components for a range of sectors, including healthcare, automotive, aerospace, and retail.
Challenge
Although the company were thriving in some areas, there were issues with productivity and data visibility on the shopfloor. They were still printing technical drawings on paper and there were often bottlenecks as one department waited on information from another. The company were not optimised to take on new client products due to a lack of time to develop new processes. This was hindering their ability to grow.
Solution
Managing Director Claire Robinson got in touch with the Made Smarter West Midlands programme, who linked Claire with WMG Engineer, Manikanta Ravi. Mani, with the help of Intern Ravikishore Karuppuswamy, undertook a value stream mapping of Wrekin Sheetmetal’s complete manufacturing process from start to finish, to assess improvement opportunities. He recommended they install a suitable dashboarding solution integrated with current Enterprise Resource Planning (ERP) software MIE Track, using a network of tablets on every machine and in every department to monitor data. Together with WMG’s Denis PelychLink opens in a new window, Made Smarter assisted Wrekin Sheetmetal to access a match-funded grant of £20,000 towards the cost of the new system which reduced the risk associated with the investment.

Impacts
- The new system has allowed Wrekin Sheetmetal to devote more time to new product development which will open new growth areas for the business and will help them meet its targets to double turnover by next year
- With the new system in place, Wrekin Sheetmetal are expected to grow capacity by between 10-15% and create seven new jobs
- Wrekin Sheetmetal is now a paperless operation and is using data to drive decision making
- Staff are highly motivated as they now have visibility of their activity, there is reduced time wastage, and they feel bought into the whole manufacturing process. Existing roles will benefit from upskilling going forward
WMG's Manikanta Ravi said:
“Key data such as machine uptime and downtime, technical drawings, and order information is now instantly accessible to every member of the team, with information constantly updated in real time.
The new system has meant the waste identified in our value stream mapping exercise, such as the time taken for the engineering team to pass on drawings to the shop floor team, has been virtually eliminated.”
For the full case study visit:
made-smarter-case-study-wrekin-sheetmetal.pdf (madesmarter.uk)
If you are a manufacturing organisation wanting to work with WMG’s SME team visit:
WMG SME Group Engagement Form (office.com)

Championing the importance of digital in manufacturing, Bridge Cheese picks up two business awards.
Telford based Bridge Cheese has gained two prestigious awards for the way it has harnessed digital technology to grow turnover to £30m in five years. Working with WMG through Made Smarter West Midlands, they have implemented a series of recommendations that have improved efficiency and enabled growth.
Background
Bridge CheeseLink opens in a new window, based in Telford, supplies a variety of cheese and dairy products to the wholesale market, with many of its customers working in the food service industry or food manufacturing. Since its inception in 2018, it has grown rapidly, achieving double-digit growth year-on-year.
Challenge
Bridge Cheese had a mission to double its turnover from £30 million to £60 million in three years. However, to mitigate the pressures of rising costs and to maximise profitability, the two directors Michael Harte and Martin Bowden knew they had to tackle the efficiency of their processes. They were also keen to address issues with stock control and production management.
Michael Harte said:
“We realised that for us to grow further, the analysis of our production processes and costs needed to be a lot better. We had previously relied on spreadsheets and paper records to monitor much of our business’s performance.”
They were aiming to create a smart paperless factory with some automation that would enable them to grow without too much additional labour.

Solution
Telford and Wrekin Council referred the duo to the Made Smarter West Midlands scheme and Made Smarter digital expert Martyn Mangan recommended WMG come in to undertake a thorough audit. This included a “Digital Roadmap” highlighting the steps needed to digitise the business and boost productivity.
WMG's Denis PelychLink opens in a new window worked with Bridge to understand their requirements and what was impeding their growth potential. He suggested a new Enterprise Resource Planning (ERP) system would help improve real time data and visibility to better manage processes. He reviewed various solutions and providers before recommending a specialist food industry package with proven integration to Sage 200, which they were currently using.
The software and services cost was £70k but through Made Smarter, Bridge was able to access a £20k grant. During 2023 using a phased approach, the company implemented the new system which included customised KPI/status dashboards for factory visibility and decision-support.
Impacts
Now up and running, the new system handles everything from tracking orders, stock taking, monitoring machine uptime and downtime, and producing instant quality control reports. Key expected benefits include:
· 20-30% year-on-year growth expected, from £30m to £60m+ revenue in 3 years, including increasing export sales from 2% to 20%+
· 100% reduction in ‘on-time delivery failures’ of orders, plus a saving of the time wasted resolving production issues due to stock issues
· 15-20% improvement in current process efficiency, from process automation across order processing, planning, and production execution
· 10-15% additional efficiency improvement through shop floor digitisation of food safety compliance data capture and management
· 50% reduction in stock days which is around £1.5million of cash freed up to support investment

The outstanding results led to Bridge Cheese being crowned as overall winner of the Made Smarter Adoption Award for the West Midlands region in Birmingham as well as in their own area of the Marches. They represented the West Midlands at the national Made Smarter Awards on 27th June.
Testimonials
“For SMEs like us, support from a scheme like Made Smarter is so important. As part of this journey, Denis’s role became akin to a “non-executive director” advising us in all matters IT related. We are now taking the next steps towards a digital future for our business, and we would encourage others in our position to do the same.”
Michael Harte, Director, Bridge Cheese Ltd
“Bridge Cheese were a delight to work with and are highly motivated to build on their already excellent reputation for service quality. The new system will enable them to achieve their growth ambition without any risk to delivering on client expectations. There are many additional areas that they can focus on with digital going forward such as further automation which is very exciting.”
Denis Pelych, Digital Manufacturing Advisor, WMG, University of Warwick
To find out more about working with WMG on digitising your business contact WMG's SME TeamLink opens in a new window
For further information on Bridge Cheese visit: Welcome to our World of Cheese - Bridge CheeseLink opens in a new window
To read the full story and watch the video about Bridge Cheese’s journey on Made Smarter visit: Case Study - Bridge Cheese | Made SmarterLink opens in a new window
Machine learning project automates complex tooling job at Expert Technologies Group
A two-year Knowledge Transfer Partnership (KTP) between WMG, University of Warwick and expert industrial automation specialist Expert Technologies GroupLink opens in a new window has introduced machine learning into a range of engineering settings that were previously thought too complex to implement. KTP Associate Mateusz Ogrodnik reduced the time of designing new mechanical fixture plans* from weeks to minutes.
Challenge
Historically the job of creating mechanical fixture plans was deemed too complex to automate. Despite involving repetitive tasks, the processes were too nuanced for simple automations to handle, and tooling designers were still an essential component.
However Expert Technologies were keen to devise and implement a novel approach to this unsolved problem, so that designers’ time could be better utilised on higher value, strategic tasks in the business.
The key challenge was the sheer computational complexity of this process. A typical fixture plan has around 40 elements which would mean that around 250 parameters had to be implemented into an automated solution.
As part of this project, Expert wanted to create and embed a systematic approach to solving complex engineering problems for the future. With the use of machine learning on an upward curve, this project would pave the way for them to continue to use this kind of technology for other hugely complex problems.
Solution
With the support of WMG, they opted to apply for an Innovate UK funded Knowledge Transfer Partnership (KTP). KTPs link forward thinking businesses with a knowledge base to deliver on an innovative project led by inspired graduates.
Initially, Knowledge Transfer Associate (KTA), Cesar Reyes, was appointed. His work laid strong foundations and a year later, a second KTA, Mateusz Ogrodnik joined the team. His approach, thanks to experience in optimisation and software development, along with support from WMG's Professor Pasquale FranciosaLink opens in a new window, led to the development of a completely novel set of algorithms that reduced the computational complexity.
Mateusz arranged meetings with senior engineers at Expert to understand how an experienced designer would approach the problem which helped to speed up the time it took for the automated system to create a design. This was followed by building a prototype app, where multiple case studies could automatically be tested. As the number of bespoke algorithms grew, and time left to create a solution decreased, Mateusz spent time working directly with the engineers to undertake further beta testing to arrive at the final prototypes. Mateusz also attended the Association for the Advancement of Artificial Intelligence conference in Canada, where he was able to gather further insights for this project as well as other opportunities to take forward at Expert.
Impacts
· A final prototype tool was created which reduced the time of developing mechanical fixture plans from weeks to hours which will lead to significant cost savings for the business.
· Mateusz has been hired by Expert as a Senior Software Development Engineer.
· Expert has put new software development approaches into practice which will de-risk other software-based projects.
· The project opened up a number of ideas for other Expert employees to build, develop and share within the company.
· New software projects, including complex machine learning tasks have been brought forward and de-risked thanks to this project.
· Expert has now applied for a further Accelerated Knowledge Transfer grant to work on a similar project.
Ian Snape, Engineering Director at Expert Technologies Group said:
“To witness the ground-breaking final prototype demonstration was a realisation of an unrealistic idea four years ago. Not accepting the ‘norm’ and embracing development failure as an opportunity to dissect and optimise, is the heartbeat of this achievement. We celebrate the powerful new fusion of engineering and data science within this Expert / WMG collaboration and look forward to the next set of limitations we rip up.”
WMG Reader and academic supervisor on this project Pasquale Franciosa said:
“The work with Expert Technologies Group through the Knowledge Transfer Partnership root is great evidence of transferring academic research outputs into industrial operation. The project nicely bridged engineering design with digital technologies and proved that this is the way forward to support business growth, whilst releasing capacity and maximising productivity.”
For more information on working with WMG on KTP projects contact wmgsme@warwick.ac.uk
For more information on Expert Technologies Group visit:
Expert Technologies Group | Industrial Automation Technology
*A fixture is a device for locating, holding and supporting a workpiece during a manufacturing operation. Fixtures are essential elements of production processes as they are required in most automated manufacturing, inspection, and assembly operations.
Flux Aviation flying high as business transitions to the next level
A WMG internship to embed 3D scanning technology into the business leads to big efficiency gains and the opportunity to transform the aviation industry on its pathway to electrification.
Background
Flux Aviation is an innovative start-up on a mission to accelerate the transition of aviation towards electric power. Its technologies will enable zero emission aviation from two-seat trainer aircraft and up to 50-seat regional airliners. Its core innovations focus on electric motors and battery modules that have been designed from the ground up specifically for aviation applications. The team were recently propelled into the limelight as overall winners of the Manufacturing Start-up Award at the Made in the Midlands Insider Awards.
Challenge
Flux Aviation develops complete systems that include electric motors, batteries, and control electronics all in one package designed to be retrofitted into a range of existing aircrafts to replace combustion engines (e.g. traditional ROTAX engines).
The company is targeting direct compatibility with 80% of aircrafts on the market, enabling aircraft manufacturers to offer electric variants of their products with minimal re-design effort. The current process of building a design library of compatible aircrafts is very manual and time consuming. It requires moving the aircraft to Flux Aviation premises and taking measurements manually. Founders Radovan Gallo and Neofytos Dimitriou decided to invest in 3D scanning technology to improve the process but were unsure how best to embed it in the business and did not have the expertise to do all the necessary tests to prove its efficacy.

Solution
Already engaging with WMG through the Natwest funded Clean Transport Accelerator programme, the duo were made aware of WMG’s internship programme. They took on Design Engineer Intern, Aryan Bharmani with supervision from WMG’s Manikanta Ravi to create a series of processes and workflows that would maximise the benefit and accelerate the speed of implementing scanning technologies in the business.
Ultimately the process had to be customised to Flux’s needs and fully documented and tested. Aryan worked on configuring the scanner for optimal performance, testing it on engine bays, fuel tanks, fuselage, and mountings all at different resolutions. He designed an appropriate workflow from pre-processing all the way to post-processing scan data, including looking at ways to export scan data as stereolithography (STL) files by reducing size and without compromising quality to carry out design work in CAD software for conversion into solid bodies. Additional evaluation and verification work was carried out, as well as the creation of Standard Operating Procedures.

Impacts
· As a result of the internship project, Flux Aviation is now able to measure and design aircraft engine mount parameters using scanning technology with a deviation of less than 1%;
· The standard workflows produced by Aryan have given Flux the confidence to use scanning technology in the aircraft electrification process, eliminating the need to move the client aircraft from its owner’s hangar for retrofitting;
· The new scanning technology has reduced aircraft measuring time from four weeks to just two hours (a reduction of 99.7%) increasing the company bandwidth to deliver more client projects, accelerating the transition of aviation to zero-emission electric power;
· This new capability will enable Flux Aviation to conduct the aircraft electrification process outside the UK, opening up opportunities to sell in European markets;
· The project led to new quotations for projects worth £300k and the company are hoping to convert those as well as grow the order book by a further £300k in the next three months.
Testimonials
“The WMG internship programme has been incredibly helpful. We identified a gap in our capabilities and with the help of WMG experts and a highly skilled intern we were able to address it in a quick and cost-effective way. The programme requires minimum additional overhead for recruitment and ongoing management. It is an incredible resource for an SME like us and we would be delighted to use this programme again in the future.”
Radovan Gallo, CEO, Flux Aviation Ltd
“This internship provided valuable hands-on experience in cutting-edge technologies for electrifying aircraft, improved my technical skills, and contributed to my employability in the engineering field, particularly in areas related to design, scanning, and workflow optimisation.”
Aryan Bharmani, Design Engineer Intern
“WMG's Internship programme helped Flux Aviation identify the right talent to address its skill gap and accelerate their vision. It also helped Aryan to initiate his professional journey in the manufacturing world under an expert’s supervision, thereby contributing to the development of a skilled workforce in the UK.”
Manikanta Ravi, Engineer, Business Transformation, WMG
Notes
*Flux Aviation's most recent accolades are:
- Most promising solution by Innovation Zero
- Manufacturing Start-up by Made in the Midlands
- Cleantech Startup of the Year by the Midlands Startup Awards
For more information on Flux Aviation’s work and mission visit: Flux Aviation
For more information on working with WMG's SME team and internships email wmgsme@warwick.ac.uk
A sustainable edge leads to transformative changes at Alpha Anodising
“The work undertaken in this project has so far exceeded our expectations, we are looking forward to getting the new system up and running in the business and continuing our productivity push through sustainability measures.”
Leslie Sharp, Managing Director, Alpha Anodising Ltd
Background
Alpha Anodising was formed in 1972 to fulfil a requirement for quality black anodising of equipment for the motion picture industry. Anodising is an electrochemical process that develops an aluminium oxide coat on the surface of a part or product. This protects the product from wear and tear as well as enhancing the overall look.
Challenge and Drivers
Alpha Anodising were on a mission to develop their sustainability credentials and reduce the costs of running their energy intensive shop floor, which houses a swathe of large bubbling tanks preparing anodising treatments ready for products including high end consumer electronics, and industrial process equipment.
Another key driver was that more and more of their clients were requesting information about their Environmental, Sustainability and Governance (ESG) targets.
To get an edge in this area, they wanted to energy monitor key equipment including three electrically powered 240V heaters heating a 1 1000L boil tank used during the anodisation process, which were responsible for 37% of the entire site’s energy consumption.
They also wished to improve the current method of managing their equipment across the factory more generally. In the current state, employees were coming in early to manually turn on heaters to get the boil tanks up to temperature ready for production. This was not ideal when arranging weekend or shift work and when the clocks changed, as it involved having to manually reprogram heater timers on up to 50 tanks.
Solution
Tap into a network and get to grips with baseline data
The company joined WMG’s Net Zero Innovation Network and were one of the first companies to benefit from a tailored manufacturing energy toolkit to better understand energy hotpots in the business.
We measured the electrical energy consumption over a six-week period, looking at the consumption of energy, the cost and carbon equivalencies, as well as testing some insulative lids to compare energy consumption before and after. As a result, a full report with a range of energy saving recommendations was presented including heater upgrades, timers, and the introduction of a dashboard to increase visibility of energy usage in the factory.
Access funding to make a difference
Following this initial project, Alpha secured a grant through the Innovate UK Business Growth programme to develop a solution that would network, centralise and simplify the process of managing the temperature of the boil tanks in the business in order to increase efficiencies and optimise energy usage.
WMG’s Julian Swiestowski, identified that there was an opportunity to use IoT (Internet of Things) technology and connectivity to make this happen.
Julian explored a range of off the shelf solutions for Alpha, that were competitively priced, easily programmable, and possible to retrofit beyond this project to other equipment. He settled on some factory automation software from the Siemens logo series. It provides a compact controller that links directly to the cloud so that the company can set and adjust the temperature for the tanks away from the shop floor, in the office or on tablets and mobile devices at home.
With this solution there is now the opportunity to monitor data over time to understand energy usage, system performance, and productivity and make changes accordingly. The tanks would also be set with thermostats.
Impacts
Whilst initially Alpha Anodising started work with WMG to enhance its ESG activity, the collaboration and IoT project will lead to a number of transformational benefits:
· The new IoT system will save Alpha thousands of pounds a year in energy costs through automation and better insight into usage;
· The new system will allow for higher levels of productivity in the business and enhanced quality as there will now be a whole range of data that can be used to tweak production parameters;
· The system will free up staff to work on other activities which will increase efficiencies and there will also be opportunities for the upskilling of staff to use the new digital systems;
· There are now a range of sustainability-led ideas developing within the firm such as insulation on tanks and the introduction of a two-stage counter current rinse system to reduce water consumption by 40-50% They have also invested significantly in Solar Energy Panels and new equipment such as a top of the range Timesaver linishing machine and additional bead blasting cabinets. Link opens in a new window
Link opens in a new window
For more information on working with WMG's SME group contact wmgsme@warwick.ac.uk
For more information on Alpha Anodising visit: https://www.alphaanodising.co.uk

Advances in Laser Welding Using Beam Shaping Bolster Green Transport Future
WMG, in collaboration with Lumentum, a San Jose-based market-leading designer and manufacturer of innovative optical and photonic products, has developed an innovative beam-shaped laser welding technique to dramatically increase the reliability of welded joints between dissimilar metals. In a bid to meet the growing demand for lightweight and environmentally friendly vehicles, this process will allow manufacturers to join mixed materials in an efficient way that does not limit performance.
Flexing their operational muscles – Goodflex Rubber Ltd set to expand with new ERP system
“Our involvement with the Made Smarter programme gave us the confidence to move forward with one of biggest changes to the company in its 22-year history. This investment will not only allow us to improve our efficiencies but also provide us with the security to continue to grow in the future, aiding us to deliver even better products and services to our customers and ensure we remain a leader in the industry.”
Natalie Benwell, Commercial Manager, Goodflex Rubber Ltd

Warwickshire based Goodflex Rubber Ltd are world renowned manufacturers of high quality, bespoke-design silicone hoses, serving a range of industries including automotive, pharmaceutical, renewable energy, and food.
Challenge
Goodflex had plans to double their turnover over the next three years but were concerned that their Factory Management System was holding them back from achieving this growth. They had been using their current bespoke ERP system since the business was started and it had evolved over time to be used for multiple areas within the business, including material resource planning, accounts, stock management, work order management, invoicing, and delivery notes.
But they needed to move to software which would enable their day-to-day operations to be more efficient, allow them to respond more quickly to their customers and futureproof their processes.
Solution
Commercial manager Natalie Benwell got in touch with the Made Smarter West Midlands programme and was introduced to WMG’s Denis Pelych who quickly set about understanding the company’s specific requirements. It was clear that Goodflex needed an enhanced, futureproof, digital system to drive efficiencies and maintain control of some of their more complex product builds, but they were unsure what specific system to invest in.
Denis conducted a two-stage MRP and ERP* vendor selection process, with Made Smarter support and helped Goodflex select an ERP system that offered the capability they needed today, with a degree of futureproofing. The investment required was approximately £100k but Goodflex were able to access £20k with the help of a Made Smarter grant.
Natalie said:
“Denis understood and identified our needs better than we understood them ourselves and then successfully translated them into an RFP (Request for Proposal) that was such a true reflection of our business. His knowledge in the industry, not only opened our eyes to what was possible, but also took us down a route we never knew existed.”

Impacts
- The new system will help Goodflex increase the speed of response to their customers
- The new system will help Goodflex double their revenue to £10m in three years, with the potential to reach £15-20m in five years, whilst maintaining margins and investment
- The system will lead to a 20-30% efficiency improvement from the automation of business processes
- The company expect to see a 15-20% improvement in material supply and stock efficiencies
- Efficiencies gained through the system will lead to higher levels of profitability
- The new system provides better management information with the ability to set KPIs and have greater operational insight in order to make data driven business decisions
- The new system will also improve Goodflex’s business development strategy enabled by greater insight into costs and opportunities
- The new system has improved workplace motivation and will help to retain and develop highly skilled staff
*ERP vs MRP: What’s The Difference? – Forbes Advisor
Read the full story on the Made Smarter website here.Link opens in a new window
Heating up for expansion with Eskimo Products
“WMG have been great to work with, they digested the brief, stuck to it, and delivered a great factory optimisation project. I was really impressed with the level of detail within the report and really enjoyed working alongside their engineers.”
Phil Ward, Managing Director, Eskimo Products Ltd
Background
Luxury radiator and towel rail design firm, Eskimo ProductsLink opens in a new window designs and manufactures a range of top end products with a focus on creating beautiful aesthetics within homes as well as being highly energy efficient. With a design office in Bristol and manufacturing space in Birmingham close to the international airport, the firm were setting their sights on growth and expansion.

Challenge
The company had plans to move into a new factory in 2025 to scale up production following an increase in demand. They were looking for support to maximise the productivity potential of the layout in the new space and in the existing facility. They also needed support to digitise their manufacturing process.
Solution
Phil Ward, founder of the firm worked with WMG SME group’s Manikanta Ravi and Gun Gokmen to set up a project using Innovate UK Business GrowthLink opens in a new window (previously Innovate UK EDGE) funding with objectives to:
- Measure the current state of the factory to understand what was inhibiting target productivity
- Recommend improvements to increase capacity and reduce wastes on two key product lines (Column and Gordon) using lean methods and automation
The project would allow for a seamless transition and the opportunity to scope any new investments and potential changes before the move - essentially minimising any risks and to avoid any downtime.
Mani and Gun compared current capacity against the required capacity to meet the forecasted demand and identified that there was a shortfall. They performed bottleneck analysis for the overall process flow from customer order to raw materials, and manufacturing to customer delivery.
The extensive study allowed them to identify bottlenecks and areas for lean improvement, as well as make recommendations for where capacity could be enhanced such as an additional spindle tool to reduce CNC Machine setup time, standardising the setup of the powder coating process, improving lighting to reduce the number of re-works, introducing a new cell for assembling, testing and packing, adopting 5S workplace organisation methods and more advanced techniques such as automated welding with a suggested cycle time to meet demand. They recommended a phased approach for improving different areas overall, including welding, machining, and treatment.

Impacts
- Once implemented, WMG’s recommendations will reduce current bottleneck times by 72% per product on the Column product line and 43% on the Gordon line. So, for every 100 units made, 33 hours can be saved on the Column product line and 20 hours on the Gordon;
- As a result of the project, with the addition of robot welding and a pre-treatment plant, production capacity for the Column line will increase by 360% and for the Gordon line 37%;
- The improvements suggested will lead to estimated additional turnover of up to £365k per year;
- The company is now in a more informed position to make the move to the new space with automation and factory layout proposals that will help them meet capacity and grow the business.
Eskimo are currently working with other WMG colleagues through the Made Smarter West Midlands programme to implement the robotic welding process and will benefit from a grant to make this a reality. They are also embarking on a new WMG project for advice on the best manufacturing techniques and layout to take a new thermal energy storage product to market.

“It was great to work with the team at Eskimo to help them realise some of their growth ambitions through an improved factory layout. With the added digital capabilities proposed through Made Smarter West Midlands, there are even more opportunities for expansion. Innovate UK's Edge programme (Innovate UK Business Growth) helps businesses connect with the right expertise at whatever stage of growth they are at. We are excited to see where Eskimo goes next.”
Engineer Manikanta RaviLink opens in a new window and Industrial Engineer Gun GokmenLink opens in a new window, WMG University of Warwick
Armac Martin reignite sustainability drive with second collaborative project
“Working with WMG again has been really beneficial for us. This project will enable us to lower our carbon emissions, something critical for us from both a CSR perspective and in combating rising energy costs to remain competitive.”
Steven West, Head of Operations, Armac Martin Ltd
Background
In 2021, following the introduction of the UK Government’s Net Zero strategy, luxury brass hardware manufacturer, Armac Martin was one of the first companies to join WMG’s Net Zero Innovation (NZIN) Progamme. They collaborated with us to implement sustainable packaging for key product lines in their business. After exploring recyclable, compostable, and returnable options, a cost effective and biodegradable paper-based material was selected which reduced packing time significantly, leading to productivity gains in the business.
Challenge
With renewed drive to reduce emissions by 50% by 2025 and reach Net Zero by 2041, Armac Martin wanted to work with WMG again to see where they could best focus their attentions to achieve these goals. They joined the NZIN programme on a second cohort alongside Brandauer, Sarginsons, Modpods and McGeoch.

Solution
WMG examined how the company could reduce emissions across Scope 1,2 and 3[i] in the business, through a Greenhouse Gas Accounting project. We highlighted a range of opportunities for them to take onboard as part of a five-year roadmap for sustainable change aligned with business visions and priorities through a NZIN roadmap. Representatives from the company also participated in several workshops hosted by WMG.
Impacts
· The company now have a clear vision of how they are going to reach their 2025 and 2041 targets with an action plan to reduce energy costs in the business, including using data to optimise energy usage, as well as voltage optimisation, insulation, and variable speed drives of machinery,
· They plan to install Solar PV Panels to reduce energy related emissions and susceptibility to grid price fluctuations
· They have the opportunity to access grant funding to install the Solar Panels of up to £100,000,
· They now have a robust sustainability strategy which they communicate to both internal and external stakeholders.
“Armac Martin are a company committed to sustainability and it was great to work with them on a second project looking at energy usage in the business. They are a shining example of how businesses can work towards Net Zero targets while adding value to their clients’ customer experience.”
Archit Tamboli, Technology Transfer Engineer, WMG, University of Warwick
For more info on Armac Martin’s sustainability strategy visit:
https://www.armacmartin.co.uk/
[i] *Scope 1 emissions are the Green House Gas (GHG) emissions that a company makes directly — for example while running its boilers and vehicles.
Scope 2 emissions are the emissions it makes indirectly – like the electricity or energy it buys for heating and cooling buildings, which is being produced on its behalf.
Scope 3 emissions are all the emissions associated, not with the company itself, but those that the organisation is indirectly responsible for, up and down its value chain. For example, from buying products from its suppliers, and from its products when customers use them.
Reaping the rewards of collaboration – further impact for Jaltek Systems as partnership with WMG goes from strength to strength.
Automation project leads to productivity gains and new opportunities to upskill valuable teams.
Background
Founded in 1988, Jaltek Systems are a contract electronics manufacturer with full electronics design capability. They first worked with WMG in 2022 when we helped them with an expansion and new factory layout for new premises. Two years later, having landed new business worth almost £3 million and taken on Nayan the intern that helped them implement production line changes, they contacted WMG again for support with automation.

Challenge
Jaltek has grown significantly in recent years with further ambitious plans, and they were looking to adopt digital technology, particularly in robotics and automation to facilitate this growth. Steve Blythe, at Jaltek had visited the Advanced Metal Research Centre in Wales and other SME businesses who had started using collaborative robots (cobots) and had identified that automation could:
· Provide productivity enhancement with the need to recruit less
· Offer extended working hours – machines could operate outside regular working hours
· Help with issues such as the UK’s restrictions on labour movement, which were making it difficult to find new employees with the right skills
· Provide the opportunity for skilled employees to do more interesting, higher value tasks
Already using machines for the surface mount placement process, Steve identified that cobots could also be implemented for post surface mount assembly activity and labelling.
Solution
Following the success of previous WMG internships at Jaltek, they decided that taking on another intern would help them direct the resource needed on this project while saving valuable management time. With WMG supervision, intern Kesava Viknesh was appointed. He initially undertook an automation feasibility study for the complete set of processes in the business, quantifying the benefits of automation for each one. He then conducted a comparison study of different automation solutions, resulting in a list of the top three opportunities. After creating and presenting the business case to the board of directors, Kesava then went on to create a simulation of the automated labelling process to de-risk the investment. Jaltek also benefitted from a pilot trial of automation to assemble one of their products using WMG’s UR5e cobot before investing in their first cobot.
Impact
The internship project led to a range of impacts including:
· Identifying significant productivity improvements;
· A new full-time position for Kesava as an automation engineer;
· The upskilling of existing staff to fulfil higher value skilled jobs now that the cobots can undertake other tasks;
· A change in proposition for new employees, with a focus on highlighting the business’s values;
· Improved precision and uniformity which in turn supports the sustainability credentials for Jaltek as there is less waste;
· The opportunity for extended operations (as robots can work outside regular working hours);
· The ability for Jaltek to keep pace with technological advancements;
· An additional Accelerated Knowledge Transfer (AKT) grant to enable another young engineer to join the firm on a 16-week project to continue with the integration of robotics technology into their processes.
Steve Blythe, at Jaltek Systems said:
“We are continually looking to improve productivity through training, improved processes, and automation. We saw good practice using cobots in other businesses and reached out to WMG to support our plans. We are very happy with the results of the second internship, and we are only at the beginning of this journey.”
Jack Davis, Technology Transfer Engineer at WMG who supervised Kesava said:
“This internship project enabled Jaltek to trial the use of cobots on one of their key processes before taking the plunge to invest themselves, reducing risk and ensuring that they got the exact technological solution for their requirements. Kesava did a fantastic job, so much so that he has now secured a position with Jaltek.”
WMG supports Goodfish on its sustainability journey
Goodfish Group have benefited from WMG’s Net Zero Innovation Network with a tailored project focused on helping them achieve their Net Zero goals.
Background
Goodfish Group is the UK’s leading privately-owned contract manufacturer of plastic and composite components. Its expertise in injection-moulding, extrusion, vacuum-forming, and tooling has been developed through successive acquisitions of leading companies in each discipline.
The group has partnered with WMG at the University of Warwick over the last ten years to work on new product and process development and most recently were one of the first companies to benefit from a new Net Zero Innovation Network which was set up to support SME manufacturers achieve their Net Zero goals.
Challenge
Goodfish were keen to map their current waste streams to identify opportunities where they could reduce emissions and increase their environmental, financial, and social sustainability. They recognised that the St Asaph site was the least mature in terms of sustainability, therefore asked the WMG team to focus on this site initially.

Solution
WMG undertook a Factory walk at St Asaph to identify the waste streams on site in terms of internal waste generation (extrusion and injection moulding) as well as external. They examined waste across Scope 1, 2 and 3 emissions*. Recommendations were then made via the 5R model which helps companies see where they can reduce waste, recycle, reuse, recover or ultimately refuse or prevent the waste happening in the first place.
Goodfish were advised to start making cultural changes within the organisation to encourage better monitoring of wasteful practices and to understand which machines were most energy intensive. WMG suggested using reusable packaging, finding more local recycling facilities, and reusing waste material for new products. They also suggested implementing thermal insulation jackets on injection moulding machines which on a 500T clamp force machine for example could offer a 13% energy saving over a 13-hour shift.
Impact
- Since joining the WMG cohort, Goodfish have taken significant strides forward with their waste reduction activities.
- They have invested approximately £70k in monitoring equipment to enable visibility of energy usage of all machinery across all three sites. With such granularity, they can make changes and updates to machines for optimal energy usage.
- They implemented the insulation jackets on 70 injection moulding machines which has saved 20% on monthly energy consumption
- They are now able to attribute the carbon footprint or CO2 equivalent for each product/part made, which has boosted their sustainability credentials with their clients
- They are now implementing total preventative maintenance and staff training programmes across the group to make even more savings

Guy McDonald, Director and Business Transformation Manager at Goodfish said:
“The NZIN programme was useful to meet other business leaders on similar journeys and to understand the Net Zero requirements from an OEM’s perspective, in this case Polestar.
At Goodfish, data is the bedrock of all that do we in terms of energy efficiency. We pretty much know where all the energy hotspots are in the business now and can therefore make targeted changes to boost our Net Zero credentials going forward.”
WMG’s Net Zero Approach
WMG’s Net Zero Innovation programme brings businesses together to gain knowledge about sustainable manufacturing processes, implement change and grow. As well as offering events, workshops, and a best practice visit to a company already implementing sustainable approaches, participating companies also benefit from a tailored project, Net Zero assessment and roadmap report.
For more information about joining a cohort email: wmgsme@warwick.ac.uk
*Scope 1 emissions are the Green House Gas (GHG) emissions that a company makes directly — for example while running its boilers and vehicles.
Scope 2 emissions are the emissions it makes indirectly – like the electricity or energy it buys for heating and cooling buildings, which is being produced on its behalf.
Scope 3 emissions are all the emissions associated, not with the company itself, but those that the organisation is indirectly responsible for, up and down its value chain. For example, from buying products from its suppliers, and from its products when customers use them.
Investing in Digital leads to Brighter Future for ECAM Engineering
“Business has been amazing and last year we had our best year ever. Turnover was up 20% on the previous year.”
Phil Arme, Managing Director, ECAM Engineering Ltd
Background
ECAM Engineering began life in 1968 based on the Derbyshire/ Staffordshire border before moving to Cheadle in the Staffordshire Moorlands, near Stoke on Trent.They specialise in laser cutting, metal fabrication, CNC machining, welding, and painting. They worked with WMG recently through the Made Smarter West Midlands programme.
Challenge
Phil Arme, Managing Director at ECAM Engineering has been investing in the company’s digital transformation since he bought it ten years ago. Having already implemented one robotic welder in the business he wanted to explore automation further to increase productivity and to allow staff to develop skills in other areas.
“We recognised we needed to go down the road of having a second robot. I had read about the Made Smarter programme, and I thought it could help us make a decision about which robot would be best for us since we are not experts in that field.”
Solution
Through Tim Kirby at Made Smarter West Midlands, ECAM were introduced to WMG’s Ioan Lutas who set out a digital roadmap for ECAM with advice about how best to set in place a new Panasonic welding robot to help produce parts for key clients such as JCB.

Impacts
The benefits of the second robot were noted immediately.
Overtime is no longer needed to complete jobs and the level of productivity is up
The robot has sped up processes and shift patterns have been changed to reflect this with staff now able to diversify their skills and work on other activities
ECAM went on to invest even further in digital technologies including a fully automated laser cutting machine
To read the full story visit:
https://www.madesmarter.uk/media/u0ahxjlt/made-smarter-case-study-ecam-engineering.pdf
And to see the video case study visit:
https://www.youtube.com/watch?v=4qdf4-GxnS4&t=2sLink opens in a new window
Brandauer reduces its packaging emissions by 60% on its journey to Net Zero
“We were extremely happy with the work that was undertaken with Archit and the team at WMG, which opened our eyes to ways of reducing our carbon footprint in a cost-effective way. This has allowed us to further develop our front-end processes to change the way jobs are quoted, putting more emphasis on the impact process materials have on the environment.”
Adam Burgoyne, Operations Lead, Brandauer Ltd
Getting started on the pathway to Net Zero
There are many ways for a business to get onboard with the Net Zero mission. However, knowing where to start can be tricky. Precision stamping and tooling firm Brandauer Link opens in a new windowwere keen to understand how they could reduce emissions in their day-to-day activity but needed guidance. Through their existing partnership activity with WMG they heard about the Net Zero Innovation Network.
The Net Zero Innovation Network (NZIN) is a WMG initiative that brings together groups of SMEs with a larger manufacturing organisation and a member of the WMG SME group to work on Net Zero challenges. Brandauer were part of a cohort with other Midlands manufacturers Goodfish Group, Plastic Coatings Ltd, and Alucast Ltd. Swedish electric car manufacturer Polestar joined up to give the large business perspective in terms of their Net Zero mission and supply chain objectives.
After a series of collaborative workshops with expert speakers and a Net Zero Readiness Assessment to benchmark their current Net Zero position across the business, Brandauer decided that an area to target with a specific project was packaging.

Step 1: Identify emissions associated with packaging in the business
The Department for Environment, Food and Rural Affairs (Defra) have recently published guidance to encourage more responsible behaviour when it comes to packaging goods, and they have a database that can support manufacturers to work out their packaging emissions.
Brandauer were concerned by the amount of single-use packaging materials they were using for clients. They wanted to get a better understanding of the carbon footprint and costs of their packaging materials. Furthermore, they wanted to know where their emission hotspots were, and how they could tackle them.
With agreement from Brandauer, WMG's Archit TamboliLink opens in a new window mapped the packaging system for a major overseas client that was most typical of packaging systems across the business. It involved identifying the individual components and inventory that made up a packaging system and calculating the greenhouse gas emissions in terms of the CO2 equivalent (CO2e*) in kilograms per pallet. With this information Archit was then able to calculate this figure on an annual basis.
Step 2: Investigate and implement reusable packaging
To minimise the environmental impact of their packaging, Archit suggested that they could use reusable packaging instead of conventional pallets. He identified a range of suppliers in the Birmingham area and outlined the options, grades of materials and prices. The calculations revealed that Brandauer’s packaging emissions across the company could be reduced by 61% (equivalent to 9.5 tonnes of CO2) and costs by 15% by using reusable pallets.
As a result of Archit’s work, Brandauer have now incorporated the option for selecting reusable packaging in the quotation phase for customers. This has led to three new client jobs that exclusively use re-useable packaging in trays. It is likely that more clients will choose this option in the future leading to a reduction in costs and environmental impact.
Step 3: Refurbish your own old packaging to reduce emissions further.
Since the project has been completed, Brandauer are refurbishing nearly all the pallets they use internally with timber they store and are looking to roll this option out to customers. This option has the potential to save even more costs and emissions.

“The work we have done with Brandauer on their NET Zero journey so far has highlighted how small changes in the business can make a significant impact on the reduction of emissions and costs. As reusable packaging rolls out to more Brandauer clients, there is an opportunity to make an even bigger environmental impact.”
Archit Tamboli, Technology Transfer Engineer, WMG
*CO2e is a metric measure that is used to compare emissions from various greenhouse gases based on their GWP (global warming potential) by converting amounts of other gases to the equivalent amount of CO2.
For more information on working with WMG, please email wmgsme at warwick dot ac dot uk


WMG creates novel open innovation vehicle platform to support the development and testing of Connected and Autonomous Vehicles products and services
Challenge and Opportunity
By 2035, the Connected and Autonomous Vehicles (CAV) and CAV technologies markets are projected to be worth £650bn globally and £41.7bn in the UK. Developing high capabilities and competitiveness in the production of CAV technologies will give the UK the opportunity to both decrease import shares and increase export shares within relevant markets by up to 50% (against baseline assumptions) – leading to an increase in gross output, GVA and jobs.[1]
To maintain momentum in this area, it is critical that UK industry has access to specialist equipment and people to easily develop, test, and demonstrate products and services, as well as bring them to market.

Solution
With support from the High Value Manufacturing Catapult (HVMC), WMG has developed a vehicle test and evaluation platform to do just this. The Open Innovation Vehicle Platform (OIVP) is an open, modular, and autonomous capable solution complimented by two Mobile Roadside Units (MRSU). It provides an ideal opportunity to accelerate the commercialisation of Connected, Cooperative and Automated Mobility (CCAM) products and services. Both the OIVP and MRSUs are designed to work together during operation, with the MRSU able to act as a temporary roadside infrastructure node to collect and share local perception data in real time to nearby connected vehicles. They provide a highly flexible and open testing platform for the rapid development of novel ideas for UK businesses, particularly SMEs, as well as research organisations and transport authorities.
Impact
A range of industrial and research partners have now started to make use of the platform and roadside units securing >£3.4m in collaborative R&D (CR&D) funding and >£400k in direct contract research (DCR). Highlights have included three recent projects, all focusing on the use of additional information from roadside infrastructure to support driving more safely and efficiently:
- EU L3Pilot (34 partners across 10 countries, including automotive manufacturers such as Volkswagen AG, SMEs, research bodies and government authorities): The MRSU was used to support the OIVP to drive autonomously through a T-Junction even when the view from the ego vehicle was blocked by a parked vehicle.
- EPSRC CARMA (WMG, Jaguar Land Rover, TRL and the University of Surrey): The OIVP was used to demonstrate the benefits provided by the novel three-tier processing CARMA platform. The OIVP was able to optimise its route through a connected roundabout by making use of perception data shared by the infrastructure.
- Innovate UK Autoplex (WMG, Jaguar Land Rover, Highways England, Yunex Traffic, Transport for West Midlands): The OIVP was used to demonstrate how a connected vehicle can make use of infrastructure RADAR sensor data to merge safely and comfortably on a UK public motorway.

Catapult funding has also supported the training and development of five graduate engineers, three of whom have now progressed into WMG Project Engineer roles as core members of the team that operate the OIVP and MRSUs. The project has also supported several PhD / EngD, MSc and undergraduate projects. There is currently an EngD project sponsored by MOLE to develop an automated park function to integrate with a robotic autonomous wired charger.
The platforms and the knowledge developed by the team will also be applied to other sectors such as very light rail, as well as automated guided vehicles used in manufacturing.
What’s Next?
WMG’s applied research is accelerating the development and commercialisation of CCAM solutions, helping to realise its promise of safer, faster, more efficient, and lower carbon transport.
Dr Graham Lee, Principal Engineer at WMG, University of Warwick, commented: “The team has created a highly capable vehicle platform that has already been used in several projects to tackle a variety of complex problems currently being faced by the industry. The MRSU is a unique piece of hardware that allows developers to rapidly test and evaluate novel technologies designed for roadside infrastructure. Both platforms and the knowledge and expertise of the team will enable industry partners to realise and bring to market innovative CCAM products and services.”
Professor Mehrdad Dianati, Head of Intelligent Vehicles Research at WMG, University of Warwick added: “As the transformation of future mobility systems accelerates, there are huge opportunities for the UK’s thriving SMEs, as well as more established businesses. The UK economy is well placed to flourish in knowledge-based sectors in emerging areas such as connected, automated, shared, and electrified future mobility systems and collaborative robotic systems. These facilities are powerful tools for collecting data, training Artificial Intelligence (AI)/Machine Learning (ML) models and testing emerging concepts in Cooperative Autonomy and Multi-Agent Systems, which are becoming increasingly promising technologies across multiple application sectors."
Key features of the OIVP and MRSU currently include:
Open Innovation Vehicle Platform (OIVP)
- Modular / plug-and-play hardware, enabling components to be integrated and positioned easily
- Sensor Suite: 360° camera, LiDAR and ultrasonic as well as forward and rear facing RADAR
- Connectivity: 4G/5G, WiFi, ITS-G5/DSRC and in-vehicle communication (CAN & ethernet)
- GNSS with Real-Time-Kinematic (RTK), providing centimetre level positioning accuracy
- Custom auxiliary battery power system, which can power the additional equipment for all day testing
- Drive-by-wire (DBW) system, which allows the vehicle’s speed, acceleration, steering angle and other parameters to be controlled via software
- Custom Autonomous Control System (ACS) with perception, localisation, planning and control functions
- On-board computing
Mobile Road Side Unit (MRSU)
- Modular / plug-and-play hardware
- Sensor Suite: LiDAR, RADAR, camera and weather sensors
- Connectivity: 4G/5G, WiFi and ITS-G5/DSRC
- Extendable poles up to 8m, to mount equipment at height
- Weatherproof with internal cooling and heating
- Custom battery power system
- On-board/Edge computing
For more information about working with these platforms and the team, email wmgbusiness@warwick.co.uk
[1] Connected Places Catapult (2020). Market Forecast for Connected and Autonomous Vehicles, pp 56.
Practical steps to reduce emissions will lead to big savings
Minimising the impact of energy cost hikes is high on the agenda for manufacturing firms across the UK. On the back of this, WMG has stepped up to offer a suite of practical, yet innovative solutions to help these businesses do just that. KS CompositesLink opens in a new window have been one firm to benefit from WMG support.
The Challenge
Melton Mowbray based KS Composites are a specialist in the manufacturer of composite and Glass Reinforced Polymers (GRP), predominantly working in the motorsport industry as well as in the wider automotive sector and other niche areas. They were alarmed by the high energy prices they were having to navigate and were also on a mission to develop more sustainable processes to meet Net Zero targets.
The Solution
KS Composites signed up to join WMG’s Net Zero Innovation Network (NZIN) programme, providing them with the opportunity to attend regular networking events, find out from industry experts about how to be more sustainable, as well as join a cohort with up to five other manufacturing businesses to participate in workshops, implement change, and develop growth strategies. KS looked at their energy consumption across the whole company and were soon able to make a plan for some immediate changes including the replacement of the company van to Electric and monitoring out of hours usage of machines and extractions systems ahead of implementing new processes. They are also currently investigating the installation of solar panels on the factory roof.

The Impacts
- After being a part of the NZIN programme, KS Composites have determined their emissions across different streams of the company
- They now have a set of tailored tactical actions to reduce their emissions including offering a cycle to work scheme, assistance with a carpooling system, using suggested sustainable alternatives to reduce plastic (lamination) waste, and more efficient shipping schedules
- They now have a roadmap to meet Net Zero targets, aligned with Government guidelines, looking at a whole host of strategic alternatives including a more sustainable supply chain and more environmentally friendly materials which will give them a competitive edge in the future
Archit Tamboli, Technology Transfer Engineer at WMGLink opens in a new window said:
“This project is a great example of how with the right technology and metrics, a business can transform its operations to become greener, leaner, and fit for the future industrial landscape. KS Composites are now in the position to save costs and feel more secure about their ability to navigate these challenging times. We have thoroughly enjoyed working with them.”
Alastair Trimmer, R&D Manager at KS Composites LtdLink opens in a new window said:
“As a company it was always our intention to become more sustainable, but it was a daunting prospect. The support from WMG to guide us in this challenge was invaluable. The NZIN programme put us on track and the support from the Technology Transfer team took that to the next level. We are now well on the way on our Journey to Zero”.
For more information about WMG's Net Zero Innovation Programme click here



Waste recovery project identifies new opportunities and savings
Challenge
JCM Contracts Link opens in a new windoware a commercial joinery company based in Halesowen. A large part of their business is the manufacture of washroom cubicles which are made from a decorative compact laminate material. They were generating one tonne of offcuts of this material per month, and it was difficult to recycle. The company had become more active in their mission to decarbonise the business and wanted to calculate their CO2 output and identify innovative measures to reduce it.

Solution
JCM were introduced to Helena Simmonds, Net Zero specialist at WMG, and they joined the Net Zero Innovation NetworkLink opens in a new window - a group of SMEs all interested in reducing carbon emissions. Helena scoped a project to assess alternatives to landfill for the laminate off-cut to reduce both the environmental and the financial impact. She undertook an environmental and cost assessment and was able to determine that the offcuts generated 366,481kg of CO2 equivalent emissions, costing JCM £7,200 per annum to dispose of them. Using the ‘5 Rs’ sustainability hierarch, she then went onto explore alternatives for the waste offcuts for each level of the waste hierarchy.
This included the identification of a waste management company that can recover energy from the waste to create electricity, recycling the offcuts and using them to development new products, such as filler for injection moulding plastics as well as garden furniture, flooring or polymer gears. To significantly reduce the amount of material used when manufacturing the washroom cubicles, it was proposed that JCM use a “nesting” software which takes 2D drawings of the pieces to be cut from the sheet and fits them to maximise utilisation.

Impact
- New product opportunities are now being explored which could generate a new revenue stream for JCM, further research will prove feasibility
- The nesting software is to be installed and could reduce usage of the material by 5% and speed up the cutting process by 15%
- The project led to additional collaborative work and a grant of £20,000 to implement a collaborative robot to carry out the sanding process in the business. It is already exceeding its targets, saving time, and creating efficiencies


Partnership is key as castings foundry push the boundaries on a suite of projects
“We have been really happy with the work Dr Paul Lansdell and others at WMG have done for us which led us to explore other areas to collaborate including internships, apprenticeships and some joint activity on Net Zero solutions.”
Anthony Evans, Managing Director, Sarginsons Industries Ltd
Challenge
Based in Coventry, SarginsonsLink opens in a new window are a metal castings foundry that specialise in high integrity castings as well as CNC machining, metallurgic and heat treatment expertise. They have high-profile clients and work with partners in the automotive, aviation and oil and gas sectors to offer exceptional lightweight components. They have strong working relationships with a number of universities and research centres and their approach to collaborative work led them to contact WMG to discuss some of their ideas.
The company identified a number of key objectives for the next few years and approached WMG for help in prioritising them and linking them up with the right expertise and support. With an ongoing mission to improve and create USPs in the business, for the first project they wanted to discover if creating a cooling channel insert in one of their die casting processes could improve the integrity, quality, and performance of the parts. When creating complex tooling with this process, there can often be issues and parts can end up cracking due to the high temperatures involved.

Solution
Using Computer Aided Design (CAD) and Computational Fluid Dynamics (CFD) modelling, WMG were able to simulate a variety of cooling scenarios to identify what process would be feasible and if the insert could be developed using Additive Manufacturing. Now a series of tests are underway to find out which materials are best suited to 3D print tooling for the business.
“3D printing complex tooling will be a game changer for us, minimising the level of costs we currently outlay on tools for casting. Once we decide on the best materials and ALM process, we expect the results to be transformational."
Rick Davies Engineering Director, SarginsonsLink opens in a new window
Impact
-
This initial work led to other strategic project opportunities as well as a collaborative funding bid worth £50k. The expected impact is a significant reduction in energy and excess material with associated reduction in their carbon emissions
-
Having identified that 47% of sand is wasted and never used before it is disposed of in the diecast process, a subsequent WMG Net Zero roadmap has identified how Sarginsons can tackle waste reducing it to just 2%
What happened next?
Sarginsons were keen to keep working with WMG and took on an intern to help support with their processes and production activities. The intern who now works with Sarginsons full time, tested different compositions of metals which will ultimately help Sarginsons to develop lighter and stronger products and increase quality in the organisation. Sarginsons and WMG are also joining forces as part of Coventry City’s Climate Change Board where both Anthony Evans and WMG’s chair Margot James have seats. WMG's Dr Russell Hall and Felix Martin also undertook an investigation into how Sarginsons can recover heat from their hugely intensive casting and forging work to power other functions in the business.Link opens in a new window

“We have already implemented a number of quick wins to decarbonise the business including joining WMG's Net Zero NetworkLink opens in a new window which was initiated by our client Polestar. Our collaborative work is an important aspect of us achieving our Net Zero goals”
Anthony Evans, Managing Director, SarginsonsLink opens in a new window
“Assisting Sarginsons on their journey of continuous improvement so far has been a real pleasure. Our role is to support companies to increase their OEE (Overall Equipment Effectiveness) and we are excited to see the results of the use of additive manufacturing for tooling as well as how a change in the composition of their raw materials could boost quality. It is great that the company are involved with WMG now on a number of levels which will benefit us both strategically in the long run”
Dr Paul Lansdell, Innovation Manager, WMGLink opens in a new window
To read the full WMG Insights piece on industrial waste heat recovery with Sarginsons- click here
To read the Q&A with Sarginsons's intern Arezoo Firouzeh - click here
For more information about how you can work with WMG's SME group - click here


iSpaniel launches to boost brewery efficiency nationwide
“It’s only with people like Scott from WMG who poke and prod that you get the answers you need"
Nick Davis, Founder of Hobsons and iSpaniel
Challenge
Hobsons BreweryLink opens in a new window is an award-winning independent brewer based in Shropshire. They identified an opportunity to develop a cask tracking service that would be able to track casks from filling, to delivery, through to collection and return to ensure that the location and content-status of every cask was always known. They approached WMG to explore the feasibility and technology surrounding their business idea which they felt could add a lot of additional value to their business.
Solution
WMG worked with Hobsons to develop a ‘smart’ beer cask track and trace solution. It delivered real-time alerts, status, tracking, traceability, and asset management reports and a smartphone-ready ‘Near-Field Communication’ (NFC) tag robust enough to withstand a brewery environment. They also provided the Hobsons team with a proof-of-concept software application to visualise the location data. Using this proof-of-concept cask-based and staff-held technology, Hobsons were able to run a 4-month trial on 1000 of their own casks to prove the concept.

Impact
- Following the project, Hobsons were able to monitor their stock much more effectively, reducing working capital by 20%. The project also allowed the firm to understand its supply chain better and dynamically reconfigure based on supply and demand
- Previously less than 1% of the business was online, now 20% is online – adding additional business of £500,000 this year which they want to double next year to £1 million
- The growth has resulted in 2 new jobs and helped to secure £600,000 funding investment
- Hobsons created another business iSpaniel to roll the technology out to other brewers as well as a range of other sectors enabling organisations to easily trace their containers, resulting in reduced waste and increased profit
Scott CrowtherLink opens in a new window from WMG who has worked with Hobsons from the outset said:
“It’s always good to be able to support innovation, especially one that helps other businesses too. The project, and its success, illustrates how businesses can grab digital by the horns and use it to transform themselves and others across industrial sectors”.
For more information about our WMG SME Group email: wmgsme@warwick.ac.uk



Automation leads to cost saving and transformative change on automotive lines
“It has been insightful to see how straightforward the upgrade to new automation techniques can be for a business like ours and we are already noting the benefits. This is only the start of the journey as we look to implement collaborative automation across the facility which will have a truly transformational impact on the business.” Matt Harwood, Managing Director, Barkley Plastics LtdLink opens in a new window
Challenge
Barkley PlasticsLink opens in a new window is a leading injection moulder, with one of the largest on-site toolrooms in the UK. Although working across a range of sectors, automotive is a huge area of focus for the company. The company has continued to deliver on major automotive client projects, but they were looking for ways to drive cost efficiencies through speeding up production time and improving quality.
They wanted to focus on a particular automotive OEM line which manufactures clear lenses for exterior lighting, worth around 7% of Barkleys’ annual turnover. They were interested in how automation could help them reduce scrap rates and save on operator costs. They were currently experiencing a 20% scrap rate on the 300,000 pairs of lenses per year and wanted to reduce it to around 2-3%. Having worked with WMG in the past on a factory layout project for a JLR and BMW line, they approached the group to see if there was scope for some further support.
Solution
WMG worked with Barkleys to conduct a detailed study mapping out each process, looking at how to improve quality. After analysis of Barkleys’ specific needs, WMG suggested a Cognex vision system and RAR cobot (collaborative robot) to implement automation on this line that would align with an existing pick and place beam robot that Barkleys already had in place. The vision system would scan and recognise parts on the line and would then guide the cobot to detect, pick and place parts in the manufacturing process. The factory simulation of the future state process enabled the production team at Barkleys to see the positive impact automation would have on cycle time, operator usage, reducing waste and a clear view of the benefits they could achieve through investing in the technology. They were then able to decide on the specific models to invest in with continued support from the WMG team and the cobot manufacturer during the implementation of the new processes.

Impact
- This scoping project led to a grant which contributed 50% of the cost of the cobot
- Investing in automation could save over £100,000 in operator utilisation each year. Previously the line had 3 operators working on it per shift over 3 shifts per day, and now it will require just one operator per shift to conduct final checks
- The vision system implementation is foreseen to further reduce scrappage on the lens production by 5%
- The implementation of the cobot has reduced the level of customer returns by half on the line due to more efficient packing
- The project has led to further work including placing a final automated spot check on this line as well as automation on other lines which will result in further savings
“Working with Barkley Plastics on this project has provided us with further evidence to show how useful our support around automation in SMEs is. We have enjoyed applying our expertise on this project and seeing the cobot up and running and delivering quality improvements for the business. We look forward to further collaboration in the future.”
Ioan Lutas, WMG
For more information about our WMG SME Group email: wmgsme@warwick.ac.uk

Journeying to a Wireless Future
Challenge
Wireless charging means being able to charge an electric vehicle without having to plug it in, which can be easier than wired charging, and negates the need for cables. This means there are no trailing cables or heavy connectors which reduces clutter and trip hazards. It’s accessible for people with disabilities, more convenient for fleet charging, and can even enable autonomous vehicles to charge themselves. Charging could be completed at taxi ranks and short-stay car parks like when visiting a supermarket.

In wireless inductive charging systems, high frequency electricity is supplied to a ground pad giving rise to a pulsating magnetic field. This allows power to be transmitted contactlessly via the electromagnetic link to the receiver pad embedded in the base of the vehicle and following rectification it is fed to the DC terminals in the vehicle. A sophisticated control system manages the flow of power to the battery.
Currently, there is no UK supply chain for this technology. High Value Manufacturing Catapult at WMG set out to address this. WMG took on the challenge to design, build and retrofit to an electric vehicle a fully UK-made 20kW wireless charging system. Along with honing expertise as part of this process, engaging with potential UK supply chain partners was a key priority, recognising that many elements of wireless charging systems would be new to potential UK suppliers. WMG was able to work with a range of companies in fabricating and assembling parts for the system (pad-makers, potters, etc.), mechanical integration (retrofitters), electrical integration (EV charger specialists) and back-office (communications, app interface, metering and billing specialists).

Solution
WMG designed, assembled, tested and delivered a working prototype of a 20kW rated wireless charging system, retrofitted and electrically integrated on a BMW i3. Supply chain partners were engaged to construct various parts of the system according to WMG’s specification. WMG contributed expertise in wireless charging, use of a high-performance computing cluster, along with purpose-built analytical design scripts to explore the large potential design space and find an electromagnetic and resonant circuit configuration that would meet requirements. WMG’s laboratory facilities were used to assemble and test the overall system.
The project was a significant step up from previous work, taking a wireless system beyond the laboratory bench and integrating it with a vehicle.
The physical delivery of the wireless charging system was performed under the MK GUL (Milton Keynes Go-Ultra-Low) project, where WMG was contracted through eFIS (an ARUP subsidiary) by Milton Keynes Council for delivering electric vehicle charging or charging support technology. The resulting wireless charging system was publicly demonstrated in three events in Milton Keynes in a central car park location. The demonstration system is mobile (with no permanent ground works on site) so can be used in various locations.

During the demonstration events, members of the public and representatives of the project’s organisations drove the electric vehicle around the car park and aligned it in its parking space containing the charging ground pad. Then they initiated, monitored and terminated the charging process through a mobile app developed by WMG.
Impact
The prototype wireless charging system demonstrated is thought to be the first UK-designed and built wireless charging system to have been retrofitted to an electric vehicle.

As part of follow-on work relating to the Innovate UK OSRIC project, a second copy of the wireless charging system is being constructed for which further UK companies are being engaged and knowledge transfer occurring so that they can understand the assembly activities that were carried out at WMG.
WMG has a notable track record and experience in delivering a number of wireless charging projects, although this is the first one which has been taken out of the lab setting and into a fully functional practical application. WMG took a leading role in the design, development and knowledge transfer regarding wireless charging technology.
Future research will explore further aspects of systems to make them more commercially acceptable and easier to adopt. Also extending research capabilities into the high and very high frequency wireless charging systems, alongside continued engagement with industry partners for the development of a UK supply chain. WMG is not seeking to manufacture systems directly, so working alongside UK-based SMEs will be critical to getting the technology applied in “real life” and commercialised. WMG therefore invites more commercial partnerships in this sector.

Pictured: Members of the project team from WMG (University of Warwick), eFIS (ARUP), and Milton Keynes Go-Ultra-Low.
Lanemark implements value engineering to reduce environmental impact
"We have revised the way we look at product improvement and the design of new products now across the business because of the processes WMG introduced us to. This has the potential to drive real growth and innovation for the future”
Aidan Lewis, Technical Manager, Lanemark Combustion Engineering LtdLink opens in a new window
Challenge
Lanemark Combustion Engineering Ltd Link opens in a new windowspecialise in the manufacture of industrial gas burner units with applications in a range of sectors including manufacturing and petro-chemicals. With an ongoing remit from clients to increase the energy efficiency of these units and a need to diversify into new markets that require burners with lower emissions, Lanemark approached WMG to see how they could increase their sustainability credentials. They had already worked with WMG on a previous project which resulted in efficiency savings of £50k so they were confident WMG’s expertise could help.

Solution
Lanemark enrolled onto a Net Zero Cohort, a WMG initiative that brings together four to five SMEs with a larger manufacturing organisation and a member of the WMG SME group to work together on Net Zero challenges. After attending a series of workshops and completing a Net Zero readiness assessment tool, Lanemark were able to pinpoint a particular product line that they thought would be suitable to reduce both their carbon footprint and costs.
Colleagues at WMG implemented a value engineering exercise, which involved identifying ways to reduce the size and weight of a particular gas burner product through design and process improvements as well as identifying cost savings in the supply chain. They decided to focus on the control panel and bracket design as it was the most complex of the subassemblies involved. After looking at eight different potential designs, and different materials, they created a new standardised bracket design to link the burner assembly and control panel and reoriented some components to reduce wiring lengths.
Impact
- The project reduced the production costs and environmental impact on the FD gas burner lines by 20%. 10% more than the initial projections and the mass reduction will save 190kg CO2 for just the FD burner line every year
- Lanemark are much leaner in the way they work now across the organisation which will improve engagement with staff and the supply chain
- The Value Engineering exercise has so far saved £16-17k since the project completed and will save significantly more when it is applied across the other four product lines
WMG's Jack DavisLink opens in a new window who worked with Aidan Lewis and the team at Lanemark said:
“This is a great example of how DFMA (Design for Manufacture and Assembly) work can support companies to achieve their Net Zero goals. Through our Net Zero support activity we show manufacturing SMEs how simple reconfigurations of products and engagement with supply chains can make a big difference to reducing carbon footprints.”


Heritage locomotive project picks up steam through WMG support
“WMG’s support on this project has been invaluable. The advice we have received from Dr Lansdell has enabled us to look at options that we never would have considered before that have the potential to save the project tens of thousands of pounds.”
Martin Shepherd, Director, 3D Heritage
Challenge
SME 3D Heritage has been working with registered charity The A1 Steam Locomotive Trust (A1SLT)Link opens in a new window on a mission to revive long-lost steam locomotive designs. Their new project is to build a Gresley class P2 steam locomotive No. 2007 Prince of Wales at its Darlington Locomotive Works (DLW). The original class P2s were designed by Sir Nigel Gresley to haul 600 ton trains on the arduous Edinburgh to Aberdeen route, however sadly, the design was never fully developed.
With new technology and expertise, the Trust and 3D Heritage wanted to bring the class P2s back to life. The project has already come a long way with a whole range of parts in development, however there were some specific design and materials challenges with the original Lentz valve gear and cambox (the box that houses the valve gear mechanism) that the consortium needed to resolve.

Solution
With around 120 parts, the cambox is one of the most complicated assemblies within the locomotive. Before committing to spending money on patterns, castings, and machined components, 3D Heritage and the Trust needed to ensure that the overall concept was functionally correct and that they could manufacture and assemble the many parts.
WMG's Dr Paul Lansdell who has a range of experience in metallurgy and was previously the Chief Mechanical Engineer at the Dean Forest Railway created a CAD model of the designs that could be tested and amended. He recommended the use of 3D printing in ABS plastic to create a one-third scale model of the cambox for the team to see if any changes were required to the parts before committing to manufacture. The box also featured a series of windows that enabled the engineering team to see what was happening with the valve mechanism on the inside. Following the creation of the model, Dr Lansdell explored the material grades, surface coatings and heat treatment which had previously caused issues. He then used 3D printing to create sand moulds to manufacture various parts of the locomotive. Developing patterns for sand casted metal parts can be extremely expensive and if there is an issue with the casting of the part it can be costly to start the process again.
Impact
- This work has been extremely transformative, giving the project a huge advantage for making reliable and durable valve gear.
- The model of the cambox was used to educate sponsors and donors of the inner workings of the Lentz-Franklin valve gear resulting in additional funding for the project
- The introduction to modern materials and treatments will optimise the performance of the locomotive, giving the project the sustainability and durability that was vitally missing in the original designs by Sir Nigel Gresley back in the 1930s.
- Using 3D printing to create the cambox model and potentially the castings to create actual final parts will save 3D Heritage and the Trust tens of thousands of pounds
“I have been honoured to work on this prestigious project which has allowed us to apply leading edge research and new techniques on a real-world business case.” Dr Paul Lansdell, WMG
Please click here for more information about WMG's support for SMEs


Summit Systems IoT capability boosted by impressive intern
Summit customers are now able to access machinery performance data on the cloud through a new web interface, further cementing the company’s leading position in the market.
Background
Summit Systems has been an industry-leading supplier of ancillary equipment and machinery to the UK plastics market for over 30 years, supporting a drive for increased efficiency and less plastic waste. They provide equipment for material storage, conveying, blending, drying, and granulating amongst a range of other things, and also supply the plastics recycling industry.

Challenge
At the forefront of innovation in the sector, two years ago Summit Systems created a new division called Summit Vision which uses IoT (Internet of Things) technology to capture and manage data across the plastics manufacturing process. It is a useful value add for customers buying Summit equipment as they can keep track of machinery performance, monitor downtime, and the specific conditions that may affect energy usage. Summit deploys innovative sensor technology to capture data and troubleshoot conditions and then gives customers access to the data to take action if required.
They approached WMG to explore how they could build on this work to improve the accessibility and usability of machine data for their customer base. They wanted to enhance their existing HMI (Human Machine Interface) with improved data interpretation and customisation tools as well as make it cloud based so data could be accessed on the web and customers could quickly contact them if required.
Solution
WMG recommended its 12-week internship programme as a solution to the challenge. Through the programme, Summit took on Zain Mahmood who was studying for a Masters in Mechatronics and Robotics at the University of Leeds. Zain was deemed the perfect fit for the company and quickly settled in alongside R&D Manager, Wade Grindley, and Automation Engineer, Daniel Jefferies. Zain got to work understanding the HMI and cloud services that were available to develop an interface and how the existing systems would interact with a new interface. It was a steep learning curve, but he spent time developing and perfecting his programming skills and through applying the skills he had acquired at university went on to build and deliver the project.
Impact
-
Zain transformed the existing HMI by launching a polished cloud-based user interface with customisable features allowing customers and Summit to access information more easily
-
The new system will increase efficiency and productivity for Summit and its customers as issues with machines can now be quickly identified and acted upon in real time
-
After showcasing the new interface, Zain succeeded in onboarding a new client for the company contributing to an increase in revenue
-
Through the work Zain completed, there is scope to add more equipment and products to the interface for the company to grow its Summit Vision offering, creating additional competitive advantage for the firm
Wade Grindley, R&D Manager, Summit Systems Ltd, commented “Having Zain with us for 12-weeks has been great. During this time, he has been a valued member of the R&D Team. He has been able to complete all projects assigned to him in a fraction of the time set. His ambition to learn and grow in this role has been fundamental to the development of the Summit Systems Supervisory System. He has a great work ethic, and it has been a pleasure having him in our team and we wish him success in his future endeavours.”
Zain, WMG Intern, said “I cannot thank Summit Systems enough for this opportunity. Wade and Daniel have been excellent at helping me to develop my skills and knowledge of the products and systems. I would recommend Summit Systems to anyone considering an internship in Research and Development.”
WMG supervisor, Marfil Castillo Duenas, added “Zain really hit the ground running with this project and delivered an exceptional product for the company. Having a devoted resource to work on developing something new in a business can reap many benefits and, in this case, has provided a clear competitive advantage for the business. It has been a pleasure to offer my input on this project and witness its success.”
Following the success of his internship with Summit Systems, Zain has pursued roles closer to his hometown of Manchester which will further allow him to develop his skills and knowledge.
For more information on WMG internships contact wmgsme@warwick.ac.uk
WMG helps R53 Engineering Ltd to save time and materials while improving product performance with metal additive manufacturing
R53 Engineering Ltd (R53) is a UK based small to medium enterprise that provides quality and effective solutions to high performance engineering industries including, motorsport, defence and automotive. Its division, ‘R53 Suspension’ develops suspension systems for high performance applications using the latest technologies.
The Challenge
Suspension components are highly complex; consisting of multiple parts to achieve their required functionality, making manufacturing expensive, challenging, and often time consuming. R53 traditionally manufactures these parts through machining of wrought 7075-T6 aluminium alloys but innovation was being restricted by their existing manufacturing capabilities.

The initial challenge was to identify alternative alloys that would offer equivalent or superior mechanical performance by introducing the process of metal Additive Manufacturing (AM), widely known as metal 3D printing, a technology that R53 was hopeful would enable the development of lighter and more efficient dampers.
The second challenge was to redesign their dampers against demanding specifications including, the reduction of multiple-part assemblies to single components, optimising internal fluid flow paths and enabling weight reduction and improved efficiency and performance, whilst ensuring manufacturability of the designs using metal AM.
To help achieve their goals, R53 partnered with WMG and Canada-based, Precision ADM Inc. (PADM), and received funding from Innovate UK through the ‘UK and Canada: Enhancing Industrial Productivity’ program.
Solution
The team at WMG worked together with PADM and R53 to create a new damper design based on key specifications and a Design for AM (DfAM). Taking advantage of the design flexibility offered by AM, the team were able to create lightweight and functionally optimised dampers that enhanced build speed, reliability and quality, whilst reducing costs.
The design optimisation process conducted by PADM focused on streamlining the flow paths and linking them to the interface boundary conditions, so material was built up only where necessary. This led to a design with the lightest weight geometry. Part consolidation methodologies were also employed to integrate parts to reduce weight and production time, and to reduce maintenance costs. PADM also deployed AM process simulation tools to predict part distortion and to guide the redesign and AM build set-up, to achieve optimal part accuracy.
Materials were identified by WMG through a detailed review of literature and the AM sector, using a ‘decision-matrix’ method to list and rank potential materials.
WMG went on to develop the processing window for Laser Powder Bed Fusion (L-PBF) metal AM based on R53’s component requirements through an extensive systematic experimental study. The parameters were refined to reflect changes in wall-thickness and surface build angles, optimising for material density, mechanical properties, and surface finish. Heat treatments were identified to obtain optimum microstructure and minimum defects. Through these processes, mechanical properties superior to the 7075-T6 alloy were achieved.
Full-scale components were manufactured by PADM and validated for operational efficiency by R53. These were supplied after each major redesign, with substantial weight savings and efficiency improvements demonstrated at each stage.
Impact
-
At project end, the damper offered a 44% weight reduction over the traditionally manufactured damper: Fig. 1 (a) to (c).
-
A further 64% weight reduction (600g) was achieved by implementing lattice structures compared to conventionally manufactured (multi-component) assemblies: Fig. 1(d) to (e).
-
A 10% faster reaction time was achieved due to the optimised fluid flow paths.
Roger Estrada, R53 Managing Director commented: “The aluminium metal 3D printing not only achieved weight reduction by creating an aesthetically pleasing design, but it also gave us several benefits including improved overall performance of the components, quick prototyping, shorter time to market, with significantly reduced costs from machining to overall cost. Above all, it allowed us to design a part that has better mechanical properties than its counterpart”.
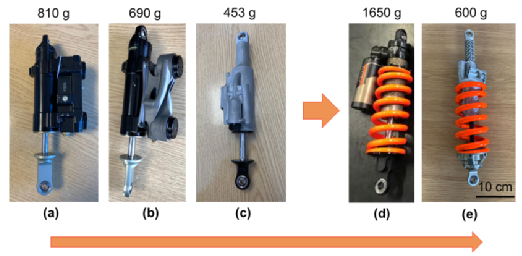
Fig. 1 Damper comparison (a) conventionally manufactured assembly (multi-component)- 810 g; (b) combination of conventional and AM component assembly – 690 g, (c) integrated AM assembly (combining multiple components) - 453 g (44% less than conventionally manufactured, a). Further weight reduction achieved through lattice structure: (d) conventionally manufactured assembly (multi-component)- 1650 g and (e) fully assembled with lattice structure – 600 g (64% less than conventionally manufactured, d).
Written by:
Dr Hiren R. Kotadia, Senior Lecturer, School of Engineering, Liverpool John Moores University, and Professor Gregory Gibbons, Head of Additive Manufacturing, WMG, University of Warwick
Dtronix brings batteries back to life with a WMG intern
DTRONIX specialise in supporting warranty and non-warranty electronic product returns for the Automotive OEM, Aftermarket, and Professional Audio Equipment industries. Their expertise lies in the service, repair, analysis, remanufacturing and refurbishing of electronic products.
Challenge
The micromobility sector is growing at a rapid speed, with the trade forecast to be worth up to $150 billion in Europe by 2030. With the rise of micromobility vehicles being used, Dtronix recognised there was an opportunity to help make the industry more sustainable by reviewing what happens to faulty battery packs and battery management systems.
Currently, a large number of end-of-life, faulty and defective battery packs end up in landfill. Often these products could be repaired or repurposed. For example, a switch failure, which can easily be repaired or replaced, often results in the whole battery pack being discarded. There are therefore wide ranging environmental and financial benefits through providing second life applications for the batteries.
In light of this insight, Dtronix partnered with WMG and took part in the WMG Internship Programme. The main objective of the collaboration was to use Dtronix skills for identifying ways to repurpose lithium-ion battery packs from the micromobility sector.

Solution
The intern Arun Choudhary joined the Dtronix team for 12 weeks. Arun was tasked with finding how Dtronix could minimise the number of batteries going to landfill and propose ways to add revenue streams and maximise profits. Arun was aware that end-of-life batteries still hold up to 80% capacity that can be repurposed in low C-rated applications (such as energy storage), which Dtronix could then add as a revenue stream.
Arun’s investigations led to two valuable findings. Firstly, that batteries, which are destined for recycling could be reused or repurposed and have a second life. Secondly, that it is possible to take these batteries and place them back into the market before extracting the key materials for recycling. These findings have the potential to add an additional revenue stream that Dtronix could add to their portfolio.
During his internship, Arun wrote a formal business plan for the company, which included strategic and tactical recommendations for test equipment and storage solutions to help reduce costs.
Impact
Dtronix valued Arun’s hard work and insights and hired him as a full-time employee after his internship period. By using the Internship Programme and working with WMG, Dtronix have now a clear direction and strategy to help them achieve their vision of reducing the number of batteries going to landfill by leading responsible and sustainable solutions.
By specialising in micromobility, Dtronix have engaged with market leaders in the industry and fast becoming leaders in the Lithium-ion battery recycling market.
“Through this internship, I took a dive into the micromobility market and ended up developing a deep passion for this revolutionary sector. I have also gained new business development skills, growing my network and making new connections in the industry. The experience has also helped me hone my market research skills and technical knowledge in the world of batteries” Arun Choudhary, Intern, WMG.
“Sustainability is the driving force of everything we do here at Dtronix. Taking an intern on board gave this project the focus and the time it needed. It has been a valuable journey which will help us grow the business in a new direction. We’re excited to see the benefits of putting Arun’s hard work into action!” Monica Dass, Director, Dtronix.

For more information about working with us please email wmgsme@warwick.ac.uk
Uni-WARP project supports companies in a shift to transport electrification
Transport is now the highest emitting sector of the UK economy, accounting for 22% of total green-house gas emissions. The Government has announced plans to make every mode of transport net zero emissions by 2050 and has set ambitious decarbonisation targets. Electric vehicles (EVs) are seeing a surge in demand, with sales of battery electric and plug-in hybrid vehicles accounting for over 13% of sales in January 2021 compared with 6% in 2020 (Society of Motor Manufacturers and Traders, SMMT). But market opportunities in other transport sectors, such as two-wheeled vehicles, aerospace and marine, are growing significantly.
Challenge
While automotive battery technology is relatively well established, other transport sectors are at an earlier stage in their electrification journey. This led to new partners from sectors such as aerospace and off-highway approaching WMG with questions like “what size of battery do I need?” and “what is its mass and volume?”
Engineers in our Energy Innovation Centre (EIC) set out to create a set of easy-to-use modelling tools to provide simple answers to these questions. These tools would support OEMs in non-automotive sectors to better understand battery capacity and sizing as well as analysing the cost-benefit ratio over the lifetime of a single vehicle or fleet.
The Uni-WARP project was funded by WMG Centre High Value Manufacturing (HVM) Catapult and aimed to create tools to help companies to make the right choices early, saving time and cost, ultimately enabling the shift to transport electrification.
Solution
Our team of technical experts created a unique database using real-world battery data compiled from over ten years’ of cell characterisation data from WMG’s own labs, as well as publicly available data on energy and power requirements for electric and hybrid vehicles.
Several models and tools were created to help businesses select the right approach to suit their needs, in terms of system architecture, configuration, cells, subsystems and control.
Two of the key tools of use to industry, trade bodies and Government agencies are:
- Ready reckoner: a high-level sizing tool for wheel-based, aircraft, rail, marine, off-highway and public service vehicles. It calculates the battery size, weight and cost to support decision making.
- Cost-Benefit Analysis (CBA) tool: uses high-level battery pack cost estimates to determine the potential costs and benefits over different timescales and for different technologies. The CBA tool provides a £/kgCO2 saved, and a payback period for the savings compared with a conventional product.
Impact
The tools have already been a critical enabler in electrification decisions for several businesses. In particular, the tools have received positive feedback from firms in the aerospace industry including operators and airports who are working with WMG to help them meet their sustainability targets
The Uni-WARP toolchain was utilised within the Innovate UK funded “Triumph TE-1” project, which aims to create an electric motorcycle technology demonstrator, in collaboration with Triumph Motorcycles Ltd, Williams Advanced Engineering, Integral Powertrain and WMG.
Uni-WARP formed the basis of a study investigating the CO2 savings, cost benefit, energy usage and vehicle payback period for electric motorcycles, for different user groups within the UK. Outputs from study are supporting Triumph with respect to their future product plans and business strategy. Defined CO2 savings and energy usage from this study are directly supporting a government strategy document for electric two wheeled vehicles.
Natalie Fern-Lyons, Special Engineering Programme Lead, Triumph Motorcycles Limited commented, “The battery sizing and cost-benefit analysis tools were a vital input in the Triumph TE-1 project. Understanding the CO2 and energy savings will help us develop a business case for Triumph’s future electric motorcycle offer.”
The tools generated through this project will continue to be used to underpin other collaborative projects across multiple sectors, as well as helping companies to enhance their understanding of battery technology. Further to this, we are supporting trade bodies such as the Aerospace Technology Institute (ATI) to understand the CO2 savings and energy usage in aerospace and aviation.

Make your processes Cast Iron with an intern
Established in 1946, Cast Iron Welding Services (CIWS) have a wealth of experience in the gas fusion weld repair process of cast iron.

CIWS work predominantly in the marine and power engine industry. Their casting repair skills are in high demand for repair and for an increasing amount of heritage castings in the form of architectural, steam and vintage vehicle components. Typical problems dealt with are mechanical damage, fractures, erosion, and cracks.
Challenge
Many of the processes used by CIWS relied on storing paper-based documentation and manual entry. To make the operational processes more efficient and to improve the data flow within the organisation, they needed help to create new digital practices and procedures. Specifically they wanted to eliminate double entry of information and enable a smoother flow of data from the work floor to the Manufacturing Resource Planning system (MRP).
Solution
To help make CIWS more digital, they brought on a WMG intern - Clifford TsunguLink opens in a new window, an engineering graduate from De Montford University. The internship project initially was set up for 8 weeks to focus on four areas of improvement. These included;
- Developing web-based frontend interface for work floor to enter parts details
- Creating and maintaining a database to store the data
- Liaising with ProgressPlus (a MRP system that CIWS use to monitor and plan their production) to develop a detailed label system
- Creating a data display interface for the workshop to view activity progression
Clifford was able to overcome these challenges by developing a full-stack application to record and store data from the shopfloor as well as testing applications to understand and improve usability. The intern also worked with ProgressPlus, having technical discussions to develop a deeper understanding of the system. This enabled CIWS to maximise the benefits of the software and establish a more valuable relationship with the vendor for further work in the future.

Impact
By creating a digital application, CIWS no longer had to rely on any paper-based processes. This also achieved the initial goal of reducing double entry. The impact this had on resource was significant – the average data entry used to take approximately an hour, because of the new system it was reduced by 90% to just a matter of minutes.
In addition to reducing the time, it also enhanced the accuracy. Now that the in-house process connected directly to the MRP system this significantly reduced the likelihood of error.
By choosing to work with an intern instead of software consultants for this full-stack application CIWS saved up to 70% on costs. CIWS were so thrilled with the results of working with Clifford that they extended his stay for another month and are investing in an additional intern too.
“Having the additional resource has been such a huge help” commented Marie PalmerLink opens in a new window, Director of Cast Iron Welding Services “We knew that the processes we were using could be more effective, but didn’t have the time or capacity to review. Clifford has been such a valuable member of the team since he joined and we’ve gained so much from the WMG internship program”
Engineer, Shadman RafidLink opens in a new window, of WMG said “The improvements that Cast Iron Welding Services have made to their processes have been incredibly impressive. Not only have they revolutionised their paper-based procedures but the overall time and money saved will have long-lasting effects”
For more information on working with WMG or joining the WMG Internship Programme, please email wmgsme@warwick.ac.uk

Digital solutions leave seat manufacturer sitting pretty
Car manufacturing in the UK is changing radically, as the electrification is forcing innovation and design change of almost all parts of cars. Industry leaders are challenged to change design radically, launch new products more quickly, while maintaining quality levels and costs. To keep up with this, many manufacturers in the supply chain are already embracing digital technologies to connect their factories, improve processes and reduce costs. By embracing digitalisation, the electrification of the automotive sector could unlock growth of up to £75bn by 2035, benefitting the entire supply chain.
Using digital to develop manufacturing
Lear Corporation are a leading supplier of automotive seats and electrical systems, and their customers include major OEMs such as Jaguar Land Rover. With a long history in luxury and performance seating, they are one of the world’s largest providers of premium automotive leather seats, operating over 250 facilities across 38 countries, including 3 Just in Time final assembly plants here in the UK.

With safety and performance paramount, Lear must ensure that every seat is of the highest quality but working with comfort materials, such as foam, and natural materials, such as leather, brings with it a number of challenges. Not least, the natural defects that occur in these materials, such as wrinkles and discolouration, which must be rectified before products are ready for the customer.

Back in 2017, Andrew Williams, Director, Process Innovation at Lear Corporation was looking for ways to deploy digital technology to improve their seat inspection process, reducing waste and rework. “Seat inspection takes place at the end of the production line, and it’s a manual process which relies on the judgement of experienced operatives,” Andrew said. “But ultimately, it is subjective, we set our standards very high to protect our customer but human judgement will always have an element of variation.”

Lear wanted to innovate and deploy smart manufacturing solutions that would automate the inspection process, providing increased consistency and generating quantitative product data to the engineers in our relentless pursuit of perfect quality. Lear approached WMG as a market study showed a lack of readily available commercial and deployable solution that suited Lear’s needs at that time.
“We already had a relationship with WMG with apprentice, undergraduate and post graduate training programs. Lear’s philosophy is to constantly look for ways to use new technology to improve manufacturing processes and knowing WMG were all about industry-focused research, we knew they would be a good fit for this challenge.”
Andrew teamed up with our Automation Systems Group on the Lear Seat Manufacturing (LSM) project, supported by funding from WMG Centre HVM Catapult.
Exploring the possibilities
After scoping the project carefully, WMG set about building and testing machine learning-based object detection systems as an inspection tool; Using image capture systems mounted on a seat inspection station, the solution would be capable of detecting and classifying defects, and of assessing whether the seat would be acceptable against the customer standards, or whether additional rework is needed.
Developing the solution and training the AI, involved manually labelling a large data set. To facilitate this process, the team developed a “digital marker” that allows an in-line, in-process labelling workflow.
Dr Dan Vera, Associate Professor at WMG, said: “To train the AI inspection system, you need to tell it what defects are and what they look like. You have to label defects so it learns. Typically, labelling is done offline, after images are captured. With the labelling system developed at WMG, operators can digitally label defects on the real seat, and directly on the production line – we call it the magic wand!”
In order to test how the different elements would work together in a real manufacturing environment, we installed a prototype inspection station in the National Automotive Innovation Centre (NAIC) at WMG before taking the station into Lear’s plants for evaluation in production.

Looking to the future
The machine-learning seat inspection software was trialled at two of their factory sites, allowing it to collect data from different types of seat and improve its ability to recognise and categorise all types of defect. It is now on track to deploy across our plants worldwide.
Andrew said that without the help of the team at WMG, supported by funding from HVM Catapult and Innovate UK, they might have missed this opportunity. “This was unchartered territory,” he reflects. “Because this technology was so new, and there were no commercially available solutions at the time, we would not have had the bandwidth to develop this in house. The cumulative effect of these projects has the potential to significantly increase the consistency of our inspection processes and provide our customer with even higher quality products.”
Lear has showcased the test bed in NAIC to some of their key customers, who have been impressed with the outcomes of their work. There is a continued appetite within Lear to develop new ways to use digital technology to improve their manufacturing processes.
For more information about this project, or working with us, please email wmgbusiness@warwick.ac.uk.
Reusable and customised facemask to keep healthcare workers safe thanks to digital supply-chain
Throughout the pandemic the filtering facepiece 3 respirator (FFP3) mask was heavily in demand, as it is the most widely used respiratory protective equipment in UK healthcare system. However, according to a study with health workers from 32 hospitals, the overall fit-testing pass rates had a mean pass rate of 81%.
MyMaskFit with their NHS Nurse co-Founder saw this statistic in reality in setting up the COVID-19 Wards, and with inspiration from the Ventilator Challenge UK they have created a reusable, customised facemask to protect medical workers during and after the pandemic.
The mask is unique as it has:
- Fully customised fit according to individual’s face. This will ensure a high fit-testing pass rate and better protection.
- Different from the traditional one fits all masks, customised mask will also provide the most comfortable wearing experience that enable clinical workers wearing them for long time.
- Local 3D printing supply chain to ensure a fast and flexible reaction to the demand with short lead time.
However, to ensure MyMaskFit could be rolled out and mass produced it was important to secure a sustainable supply chain. This is where the WMG Supply Chain Research Group stepped in and helped MyMaskFit to create a digital solution, taking advantage of emerging distributed manufacturing.

Distributed manufacturing consists of using global and remote expertise, producing parts locally and diversifying supplier network productions, researchers from WMG decided to use distributed manufacturing to create a digital supply-chain marketplace, which is attractive to buyers and suppliers, as it uses the insight gained from other marketplace examples to address known barriers and issues. This means that companies can transform customer feedback into designs and products that can be achieved within days through such a dynamic and distributed supply chain.
The WMG Accelerator Team also helped, by leveraging their existing knowledge learned from UK Collaborative Commerce Marketplace (UKCCM). UKCCM is a digital marketplace created by WMG Accelerator Team, which aims to increase sales and lower costs through providing easy access to the core competences and capabilities of small and medium-sized enterprises.
MyMaskFits was then able to meet the classification of cloud-additive manufacturing with a touch of the platform's support (marketplace) to amplify the on-demand supply chain to a larger scale.
Carl Che from the WMG SCRG at the University of Warwick comments: “We are glad that our distributed manufacturing archetype and marketplace archetype helped MyMaskFit to form their business model from academic side. It feels great knowing a better mask can potentially help more NHS workers or even save more lives.
“From a macro perspective, two separated models (distributed manufacturing and B2B marketplace) perfectly help each other out. This project can potentially sketch out an emerging pattern of the future manufacturing in the UK.”
Paul Perera from MyMaskFits comments: “Our mask is unique as it is reusable and customisable, however in order for it to be mass produced and manufactured easily we needed a sustainable supply-chain in place.
“WMG at the University of Warwick have helped us meet our customer’s needs and expectations by helping us secure a sustainable and digital supply-chain, this means we can easily check our suppliers availability and prices and provide MyMaskFit quickly and at a competitive price.”
Discover more WMG success stories here.
For more information about this project, or working with us, please email wmgbusiness@warwick.ac.uk.
WMG supports RIFT Technology with a greener cost-effective electric motor
A cheaper and more environmentally friendly electric motor for electric vehicles is a step closer to market with the support of WMG at the University of Warwick.
WMG has provided valuable knowledge and expertise in developing a UK focused, cost-effective production and supply chain for RIFT (Reduced Induction Field Torque) Technology’s development of RIFT-10; a design for electric motor drives that reduces copper and magnet weight reduction by around 50% and lower cost by 75%.
The aim of the project was to help RIFT Technology; an R&D company bringing a product to market for the first time, advance RIFT-10 to a higher manufacturing readiness level (MRL 7), to get the motor closer to production, by rooting the supply chain in the UK, rather than abroad (given the disruption to supply caused by the pandemic) and supporting production of trial units.
WMG, is committed to delivering UK economic impact and achieving net-zero by supporting industry in accelerating new concepts to commercial reality. This supports the University of Warwick’s approach to sustainability - the Way to Sustainable – which focuses on the real-life implications of creating a sustainable future and the practical challenges of getting there - prioritising research expertise, sustainability in the curriculum, and developing solutions for the benefit of industry and society.
The team of experts at the University has facilitated the RIFT-10 project to deliver on creating revenue, jobs, CO2 reduction, and supply chain growth in the UK.
RIFT Technology has developed the RIFT 10-30 kW motor (RIFT-10) by taking an exciting innovation from their sister business (RIFT Actuators) and working with APC and the Niche Vehicle Network to get the motor to working prototype stage (installed on a G-Whiz). The novel electric motor configuration is proven to generate 10-30kW of power, torque from 0-400Nm and up to 10,000RPM as demonstrated with a prototype vehicle.
The RIFT 10 motor demonstrated unique advantages over conventional EV motors:
Environmental benefits of the project:
· The low sales cost and attractive features of RIFT-10 enable greater/earlier market adoption of EUV’s, resulting in a reduction of CO2 production over ICE vehicles.
· A RIFT-10 weight saving and efficiency over competing EV motor designs increase vehicle range, resulting in less energy usage over alternatives.
· With RIFT-10, equivalent power output is achieved using fewer raw materials (i.e., 85% reduced copper weight and ~85% reduced magnet volume), resulting in less earth material usage as well as fewer material costs.
· Less materials usage results in an estimated 75% reduction in CO2 produced during manufacture. Planned production efficiencies also lead to further CO2 reductions. An estimated 612,000 Tonnes of CO2 would be saved by year 5.
· Development of an EV motors supply chain in the UK for a UK and EU market reduces international shipping of components thus reduces related CO2 production.
Social benefits of the project:
· RIFT-10 creates/safe-guards 50+ much needed and good-quality manufacturing, sales, administration and R&D jobs in the Malvern area with an estimated X14 more UK jobs across the supply chain (over 5-years).
· Growth of RIFT-10 addresses the government’s priority area of ‘Smart Cities’ by allowing smart monitoring of vehicle fleets efficiency performance, usage and other data points. The use of the Internet of Things and resulting analysis can only be as strong as the data input. Traditional alternatives offer no smart functionality.
James Black, WMG Innovation Manager at the University of Warwick said, “The Covid-19 pandemic has been particularly difficult for SMEs and R&D-focused organisations that have previously relied on face-to-face networking events to find new partners, investors, and customers.
“WMG’s network means we’re in a great position to connect UK companies together to help them accelerate their product to the market, and we’re delighted that RIFT Technology has benefited from our extensive background for practical supply chain solutions that have delivered economic and societal value to the project.”
James O’Donnell, Technical Manager from RIFT Technology said, “As a research and development company bringing a product to market for the first time, RIFT Technology needed to bridge the gap between prototype and small-scale production. We had to answer difficult questions such as what to make and what to buy, high level questions such as how to develop a supply chain strategy and practical questions such as how best to select suppliers.
“With a unique blend of academic expertise and industrial experience from the University of Warwick, WMG’s Supply Chain and Operations Group were able to support us in our journey.”
The project took place during the pandemic, meaning several online workshops were carried out targeting topics such as strategic management, supplier selection and decision-making, and end-of-life strategies.
For further stories, click here.
For more information about this project, or working with us, please email wmgbusiness@warwick.ac.uk.
Composite Braiding intern reduces waste, creates new products and more
Composite Braiding manufacture braided parts from composites, a technique that is used across a wide range of industries including rail, automotive, infrastructure and leisure. Although the process is inherently more efficient in comparison to other composite manufacturing processes using prepreg (where material is cut at a specified orientation resulting in unused material being left over), there is still a small amount of waste produced from the start and end of braiding. Historically the material wastage in composites manufacturing is up to 35%, whereas the braiding process usually wastes only around 5%. The team at Composite Braiding were keen to make use of the discontinuous fibre composite parts and wanted to find a way to use their off cuts to also make components. This would provide not only opportunities for different types of product but also a new form of revenue for the business.

Solution
Having worked with WMG previously on energy efficient tooling and antimicrobial grab poles (see here), Composite Braiding approached the SME team to help with this challenge. After discussing what support was needed, WMG placed an intern, Adam Fletcher, with Composite Braiding for 12 weeks to help with reducing waste from the current process.
A recent Coventry Graduate, Adam, was tasked with evaluating the feasibility of whether the off cuts could be used to create additional components. Focusing on the cutting, distributing, moulding and characterisation of this new material and its offcuts to identify if it could be used to create additional new products.
Following the success of his first 12 weeks and the insight he provided Composite Braiding through his observations, they extended his internship for another 12 weeks. This was so he could focus on creating a new prototype.
Throughout his time at Composite Braiding, Adam took part in project management, planning, moulding, thermal characterisation, mechanical testing, part design and tool design. Expanding the product range, as well as the skills on his CV.
In addition to having an intern, WMG supported Composite Braiding by providing access to their state-of-the-art facilities and equipment at the University. This enabled them to strengthen their knowledge on composite manufacturing and material characterization even more.

Impact
The findings resulted in Composite Braiding being able to offer a wider range of products for their customers and has brought them one step closer to their vision of becoming a zero-waste company, demonstrating the potential to reduce production waste to almost zero. The business has received a range of demonstrator plaques and performance data, and shared this new capability with their customers to help share best practice and enhance their product portfolio.
Alastair Barnett, Director and Senior Engineer, commented: “The value of having highly capable, dedicated extra resource provided by WMG and access to WMG’s testing facilities for this work has been very beneficial. We knew there was potential for making useful, attractive, complimentary products from our minimal waste material and Adam’s work has proven this.”

For more information on working with WMG or joining the WMG Internship Programme, please email wmgsme@warwick.ac.uk
New lab ‘must-have’ wireless sensor stirs up new opportunities for data collection
Challenge
Manufacturing novel advanced materials, polymers, and medicines push innovation forward and help to solve problems of health, pollution, security, and clean energy. The discovery of innovative products often requires a vision backed up with months and years of routine work. The human is crucial in generating the vision; but the human factor can cause errors, irreproducibility, and side-track the discovery in routine work. The past pandemic and lockdown have delayed innovation and laboratory research. A slowing economy decreases R&D investment, which further puts downward pressure on future economic growth and risks undermining the UK's leading position in materials discovery and innovation.
Monitoring of process parameters is a necessary part of modern production systems, mechanical engineering and science. With the increasing complexity of processes in today's industry, information gathering, and data acquisition can also become more complex using multiple instruments, increasing the project's overall cost. Data collection can be done in various ways, and WMG at the University of Warwick wanted to offer an innovative multi-sensor wireless data acquisition tool that can be deployed across industries to improve manufacturing accuracy and efficiency.
Solution
The researcher, Dr Dmitry Isakov, an Assistant Professor at WMG and his team developed and tested the device (called Smart Stirrer) that comprises a multi-functional sensor system, midrange Bluetooth module and System on Chip (SoC) and protecting housing manufactured in the form of a conventional magnetic stirrer bar. The team recognised that magnetic stirrers could be the best vehicle for a sensor that captures multiple parameters. Through a series of experiments, it has been demonstrated the performance of the Smart Stirrer capable of accurate in-situ monitoring of the physical properties of the chemical reaction, such as temperature, conductivity, visible-light spectrum, opaqueness, and viscosity. A prototype with components cost < £35 has demonstrated excellent work in laboratory conditions when conducting titration and oscillation reactions.
The functionality of the Smart Stirrer is implemented using open-source code in accordance with the user's needs. The team is currently working on the implementation of the Smart Stirrer into the IoT platform thus enabling even further to extend the application of the device.
Impact
Using an array of sensors combined with a low-cost wireless transmitter, all in a small chemically resistant package creates a powerful measuring device placed in-situ into the reactor and operating in conjunction with data storage on the cloud. The data processing by machine learning algorithms will facilitate the task of reproducibility of results and reduce the influence of the human factor. The feedback system will simplify this task using software algorithms and robotizing the production process.
Dmitry Isakov, WMG, commented, “The beauty of the Smart Stirrer is that it can be used everywhere, such as a sealed vessels thus minimising the contamination of the reactor. It may give a push to new discoveries as well. It is easy to integrate the stirrer into the labware family and make it “speak” to other lab equipment.”
Samuel Baldwin, from the Mathematics institute at the University of Warwick worked on the smart stirrer during his WMG summer internship, he added: “We have leveraged state-of-the-art technology to build a device with very low power consumption, a broad range of sensor capabilities, and high data-throughput over the Bluetooth Low Energy platform.
The laboratory of the future is that of automation, reproducibility, and safety; our all-in-one Smart Stirrer device eliminates the need for a vast array of individual wired sensors whilst maintaining the control and customisability that one would expect from any piece of advanced laboratory equipment. I look forward to seeing the Smart Stirrer solve laboratory problems and help us understand complex reactions.”
The Smart Stirrer can be an essential element in the future digital laboratory platform – a concept currently developed by the team. Digital laboratory would allow interaction with laboratory equipment (hot plates, switches, pumps) using single-board computers making such equipment “smart” by replacing the manual control with electronic (while using the same manual equipment). Such a platform will provide an unprecedented level of detail and enable monitoring of experimental tasks remotely, thus contributing to the continuation of progress in innovation and research.
The future of this project is to gain further insights into how this product can benefit end-users. The product is currently available for lease and will be available for purchase in the future. The team are keen to learn to more about improving the product for machine learning and to create the most useful device. For more information, email wmgbusiness@warwick.ac.uk.
Nikolay Cherkasov*, Samuel Baldwin, Gregory J. Gibbons, and Dmitry Isakov*
Loqski continues improving skiing device with WMG
Safe and sound
On a ski resort, after spending time on the slopes skiers will often head inside for a break in a restaurant or bar leaving their skis with everyone else’s on a rack outside. For this reason avid skier James Pittard decided not to buy himself expensive skis for fear that they would go missing, whether intentionally or unintentionally.
This led him to think about an easy to use, pocketable device that could lock both skis and poles simply together.
What emerged was the LoqskiLink opens in a new window lock. A highly advanced security combination lock with 10,000 different combinations compared to the average maximum of 2000, the durability to survive temperatures of -50°C and ability to be used with ski gloves on.
Taking his idea to a design agency, the LoqskiLink opens in a new window ski lock was launched in a zinc-based material.
However, as sales were taking off the zinc-based material couldn’t be manufactured quickly enough to keep up with demand and if he wanted to increase volume, he needed to cut manufacturing costs.
“Firstly, the zinc die-cast model is expensive to make because when it comes out of the tool it needs a lot of finishing to make the product look good enough to be able to go to market. And secondly, we needed to strip out a load of parts to improve the assembly because all these were making it difficult to assemble and so pushing the cost of production up,” explains James Pittard, director of Loqski.
Until they discovered GV-5H, a glass fibre reinforced thermoplastic material that is often used in the automotive industry as it’s incredibly tough yet lightweight.
James then approached WMG for help on a number of aspects of looking into Grivory GV-5H, including testing the material, assessing the strength of the redesigned components in the assembly and giving advice on ways in which costs can be reduced during the manufacturing process.


3D printing a solution
Whilst it’s not possible to 3D print in Grivory GV-5H, we printed the prototype parts in strong engineering plastic with a carbon fibre infill using Markforged Mark 2 FDM printer that would reflect the strength of this material. These prints proved the suitability of Grivory GV-5H for this product.
With Loqski having already made a substantial investment in current tooling for its existing zinc-based product, we assessed whether the redesigned barrel design component would fit into the assembly as changing just this one part would help reduce costs. We produced many 3D prints of the barrel component using Markforged Mark 2 FDM printer. These parts were then thoroughly tested not only for form and function but also to assess that it would fit with the other components in this existing assembly.

Streamlining manufacture
Being able to fully test the fitment of the new barrel design enabled Loqski to compare the cost of having to tool a completely redesigned product, which would be an excess of £50,000, or spending £7,000 for tooling just this barrel component and using it in the existing assembly.
“Loqski are now in a position where they are able to streamline manufacture. With less components to assemble, the assembly time has sped up and so manufacturing costs have been reduced. Loqski always had an ambition of keeping manufacture in the UK and by reducing manufacturing costs we are pleased that we could assist them in doing that,” says Neil Jeffree, Innovation Manager at WMG.
By reducing manufacturing costs Loqski is now able to produce a more cost-effective end product in higher volumes, which will put the company in better stead to work with distributors and have the product stocked by retailers worldwide. It has also led James to consider expanding the product’s reach even further.
“One of the things we’d now like to push is getting the new product into the ski rental market, where it can be hired out when skiers rent their skis. This is something we would never have considered with the zinc-based product as it was just too expensive,” says Pittard of Loqski.
For information on working with us, email wmgsme@warwick.ac.uk.


Researchers discover sustainable wastewater treatment technology for hydrogen production
Challenge
Academia and industry have both long been exploring Microbial Electrolysis Cells (MEC), whereby electrogenic microorganisms are used to break down organic pollutants in wastewater, producing clean water and hydrogen gas. Hydrogen itself is a valuable renewable resource, and could be sold to the chemicals and plastics industry, or for use in hydrogen fuels cells for energy storage or electric vehicles.
The technique, while promising, has yet to be deployed at an industrial scale because of the high cost of anode materials, typically graphite or carbon, costing several hundred pounds per square metre, and relatively low rates of hydrogen produced at higher volumes.
Our Sustainable Materials and Manufacturing research team, led by Dr Stuart Coles, has been looking at ways to refine the technique by investigating alternative materials and processing methods.
Solution
Dr Coles and his team identified a low-cost alternative anode material in the form of recycled carbon fibre mats, using waste materials from the automotive and aerospace industries. The mats cost just £2 per square metre, a fraction of the cost of graphite materials, and early results indicated that they performed even better.
Our researchers first tested the solution at a small scale in the lab using synthetic wastewater. They then made use of facilities at the Life Sciences department at the University of Warwick to test it on a larger scale with real wastewater. They discovered that the bacteria that developed on the recycled carbon fibre anode, had better temperature tolerance and produced considerably more hydrogen than the graphite anode.
After seeing these positive results, we partnered with Severn Trent Water, setting up a pilot system at Minworth water treatment site for three months. The pilot system processed up to 100 litres of wastewater per day and showed outstanding results right away. It removed up to 51% of organic pollutants and up to 100% of the suspended solids from the water whilst producing 18 times more pure hydrogen than the graphite material.
Impact
Considering the improved performance and lower materials cost, our researchers concluded that their new process cost 93% less than a similar system using graphite materials. These findings make a compelling case for the development of larger pilot systems, something which Severn Trent Water plan to do:
Bob Stear, Chief Engineer at Severn Trent said: “The performance boost and cost savings demonstrated from this research mean that MEC technology is one step closer to being cost competitive with existing wastewater treatment assets. WMG have also demonstrated that this technology has the potential to create a more circular wastewater treatment process which will be essential to delivering on our long term sustainability goals and Net Zero plans. We’re currently scoping scaling up the technology at our test-bed plant in Redditch.
He added ‘We really like working with WMG – they have a great mix of academic know-how and desire to deliver practical solutions that can work in the industrial setting’.
This in turn, could encourage others in the industry to follow suit, opening opportunities for the wastewater treatment industry to become more sustainable, in line with the Government’s net zero agenda.
Dr Coles said, “We are really excited about this technology. By taking waste from the automotive and aerospace sectors, we have developed a circular solution to a longstanding problem. Instead of just treating the wastewater, we are now able to extract value from it in the form of hydrogen at a lower cost than ever before. The next phase of this work is look at optimising the design of the microbial electrolysis cells and further reduce the level of pollutants in the water. This in turn should help produce even more hydrogen!”
For more information about working with WMG, please email wmgbusiness@warwick.ac.uk.
CT analysis for automotive carbon fibre composites
Background
The Automotive Composites Research Centre (ACRC) is a dedicated facility within WMG's Materials Engineering Centre, where the research team develop high-volume composites manufacturing processes for automotive components. Their specialist structural composites group links technology with applied research to address the challenges the automotive industry faces in providing lighter vehicles with lower emissions and reduced environmental impact.
WMG's Centre for Imaging, Metrology and Additive Technologies (CIMAT) provides a hub for innovation and research that, for the first time, brings together state of the art technologies for the enhancement and understanding of product and process performance
Fibre architecture dictates the mechanical properties of fibre reinforced composites. Therefore, determining the fibre architecture is the key to design and manufacture of high-performance automotive composite structures.
Compression moulding of high fibre content, long discontinuous carbon fibre Sheet Moulding Compound (CF-SMC) is an attractive solution for high-rate manufacturing of automotive composite structures. SMC flows under compression force to fill the mould cavity, allowing complicated geometry (e.g. ribs and bosses) to be manufactured. One of the main design challenges with SMC is that in-cavity flow during compression moulding increases the level of heterogeneity of the material, particularly in terms of fibre content and fibre orientation.
manufacturing of automotive composite structures. SMC flows under compression force to fill the mould cavity, allowing complicated geometry (e.g. ribs and bosses) to be manufactured. One of the main design challenges with SMC is that in-cavity flow during compression moulding increases the level of heterogeneity of the material, particularly in terms of fibre content and fibre orientation.
Understanding the fibre behaviour during the manufacturing process is the key to improve part quality, and to better predict the structural performance of the part. The level of heterogeneity and complicated fibre architecture in SMC requires 3D analysis of the material’s internal structure. Radiologic techniques such as ultrasound and CT scan can be useful for such purpose. However, due to the low contrast between the densities of carbon fibre and resin, applications of radiologic techniques could only be achieved at the micro-scale for carbon fibre composites.
In order to address the challenges and gaps identified, the Automotive Composites Research Centre (ACRC) teamed up with the Centre for Imaging, Metrology and Additive Manufacturing (CiMAT), seeking novel and robust experimental solutions for characterising fibre architecture, particularly fibre orientation distribution in CF-SMC.
This research was funded by the EPSRC Future Metrology Hub as a feasibility to deliver a step-changing technology in metrology for composites. The ACRC is internationally leading in applied research for high-volume composites manufacturing of automotive structures, and have successfully collaborated with industrial partners on a number of CF-SMC focused projects, notably the APC 6 funded CHAMELEON project and the APC 10 funded TUCANA projects. The CiMAT is equipped with top class CT scanning facilities and high-powered workstations with proprietary software for robust fibre composite material analysis. The collaboration between the two research teams provides an ideal opportunity to achieve this significant advancement in technology.
The study consisted of a series of systematically designed experiments in which the following solutions were delivered:
- New CT scanning methodologies were established to enable clear identification of fibre tows with CF-SMC components
- Commercial fibre analysis package VGStudio was successfully employed to quantify the fibre orientation tensor distributions from the CT scans
- The robustness of the new method was demonstrated through case studies and comparison with other methods such as eddy current and process simulation
This project has successfully enabled robust and reliable fibre architecture characterisation for CF-SMC for the first time, which represents a significant advancement in relation to the current state-of-the-art. High-quality imaging of the internal architecture of the material also allows the researchers from the ACRC to gain better understanding of the processing behaviour of the material, which could not be investigated previously due to the lack of methodology.
A number of journal publications and conference proceedings are currently being prepared to disseminate this work. A webinar titled ‘Understanding fibre architecture: Challenges and novel solutions for carbon fibre SMC’ was produced in June 2021 by Prof Ken Kendall, Dr Connie Qian, Dr Danielle Norman, Dr Nessa Fereshteh Saniee and Dr Jai Gupta to showcase the outputs from this feasibility study. The webinar received over 100 registrations and over 50 external participants joined the live webinar. The webinar also highlighted WMG’s great commitments to EDI and one of the audience commented: “Great example of women in Engineering, well done WMG!”
Students race Embracing sustainability and electrification through motorcycle racing
The UK has formalised its ambitions to accelerate the shift to zero emission vehicles over the last year, which has been illustrated through policy commitments such as the government’s Ten Point Plan for a Green Industrial Revolution.
To reinforce this commitment, the transition to Electric Vehicles (EVs) of all types is being encouraged, with manufacturers doing all they can to make electrified mobility as convenient and cost effective as possible.
Aiming to embrace sustainability and electrification through motorcycle racing, a group of 15 undergraduate and EngD students from WMG, Engineering, Mathematics, Law, Computer Science and Physics departments across the University of Warwick set out ambitions to research the future of electric motorcycle racing in the summer of 2019. The goal was to overcome the challenge of designing, building and racing the University’s first fully electric race-spec superbike.
The Warwick Moto project was supported by WMG Centre High Value Manufacturing Catapult, alongside a selection of leading academics, engineers and researchers, all aiming to help create an electrically powered racing bike. The aim is to promote sustainability through electrification without compromising the characteristics seen in standard race-spec bikes. The project provided an opportunity for students from across the University to expand their knowledge and understanding of an industrial project.

Frontier: An innovative electric superbike solution
Impressed by the students’ ability to design a superbike demonstrated through the preceding ‘Aurora’ project, OEM manufacturer Norton Motorcycles decided to establish a collaboration with students from Warwick University, donating a high-performance sports bike frame and data to support the project and help nurture the skills of the students.
Culminating in the racing bike coined ‘Frontier’, the group produced a solution in just seven months, designing an electric powertrain to accompany the frame, which produces a power output of 160kW and 400Nm torque. This has been coupled with an immersion-cooled battery pack, which is a first of its kind for application in an electric motorcycle, with benefits including extended range and faster charging speed. A tailored control system has also been developed, demonstrating the in-house capability across the group.
The acceleration and speed characteristics of the electric bike in motion translate into a combustion-engine equivalent of around 900cc to 1,000cc.
In order to further the technology, the team also decided to utilise standard charging protocols on the vehicle, allowing not only fast charging capability but also the ability to charge at electric vehicle spots across the country. The vehicle uses the ChAdeMo protocol, and combined with immersion cooling, the team can charge to 80% in just 30 minutes.
These impressive figures have supported the testing and development of the electric bike prototype, with riding time on the track maximised thanks to reduced charging times.
Aman Surana, former Chief Engineer of the Warwick Moto team, said:
“The efforts of the whole Warwick Moto team during my time leading the project resulted in an innovative superbike in Frontier, which has now been widely showcased. Having now graduated, and since achieving a position at Norton Motorcycles, I can see how the learning and experience garnered throughout the project, both in terms of engineering and real-world management, were directly relevant and complementary to the requirements of modern industry. I look forward to seeing what the new cohort of students in the team have planned for the next instalment of the Warwick Moto project.”
Nesta Ferguson, new Chief Engineer of the Warwick Moto team added: “The collaboration between Norton and WMG at The University of Warwick to create the Frontier amounted to a fantastic example of sustainable EV innovation. The team hopes to set a precedent to its competitors and technological demonstrators and highlight how innovative projects like the Frontier are crucial if we are to help create a sustainable future. My role now is to build on the momentum established throughout the project. To do this, we have created a vision, which includes a four-year plan to ensure the longevity and continued development of the project.”
On-campus research has been reinforced with input, support, mentoring, and technical guidance from Norton’s own designers and engineers, further to the supply of the frame.

Making race debuts
Having undergone significant testing including much computer-based validation and modelling around thermal management, along with physical testing of cells and modules, Frontier has made several appearances outside of the workshop in recent weeks. This includes testing at Bicester Heritage where rider, Tom Weeden, summarised his first experiences:
“The first test aboard Frontier and working with the Warwick University team absolutely surpassed all my prior expectations. The professionalism of all the students was superb throughout and I had no issues trusting in the electric bike ‘Frontier’ that they had tirelessly created in such a short space of time.
“We eased into the test slowly, with an initial low power run at approx. 25% power output. Despite this, my initial feeling was hugely positive. The throttle connection and delivery of the power weren’t too dissimilar to a conventional internal combustion powered bike which was a pleasant surprise! As we upped the power the potential of the Norton framed Frontier bike was clearly evident! She handled beautifully from the off and with a little further testing time to dial in the suspension we can further enhance this. In fact, I found the bike really easy to ride - no gears, just twist and go and lots of fun! Despite the slight weight increase to a conventional bike the team have balanced it perfectly - plus there is plenty of potential for future suspension/geometry tweaks to further enhance the overall handling. All in all, a positive test showing plenty of potential for much more in the future! It’s an absolute pleasure and honour to be involved with the Frontier project!”
Having taken the bike to its first conference at the world’s number one festival of electric vehicles and clean energy, Fully Charged Live 2021, the team impressed the public once more by showcasing the bike alongside some of the largest EV manufacturers in the world at LCV Cenex 2021.
Dr Robert Hentschel, CEO of Norton Motorcycles, said:
“We are thrilled to be able to support the engineers of the future, who are developing tomorrow’s technology today on the basis of a Norton frame. Our support by means of donation of the frame is just the beginning. Norton’s team of designers and engineers have been very interested to observe how this project is taking shape, supporting the student team wherever possible with advice and guidance.”
Significant support from industrial partners such as the High Value Manufacturing (HVM) Catapult team at WMG, University of Warwick, Norton Motorcycles, Michelin Motorcycle PLC, MIVOLT by M&I Materials, PWR Advanced Cooling Technology, DYMAG Performance Wheels, Laserlines, Wraptastic, Rock West Composites, Xometry, Renthal, Pro-Bolt, embed, R&G Racing, R&G Gleam, HEL, and RS Components have immensely helped the team.
WMG Accelerator Programme helps Birmingham business bring authentic Oriental and Asian food manufacturing to the UK
Background
Top Oriental is a niche-food manufacturer based in Birmingham that produces Oriental and Asian food products for the UK and European markets. They have a large facility in Coventry containing semi-automated food production lines. Given that the majority of Oriental and Asian food products have historically been imported into the UK with little customisation to UK consumers, Top Oriental saw an opportunity to re-shore manufacturing capability in this area back to the UK and make market-leading products designed with customer requirements in mind.
Challenge
WMG has a longstanding relationship with Top Oriental. Previous to joining WMG Accelerator, WMG Professors in Innovation & Entrepreneurship, Prof. Jay Bal and Prof. Xiao Ma advised the transformation of the business from a ‘manufacturer to wholesale’ model to ‘direct to customer’ model. Top Oriental were keen to improve their production capability and strengthen the commercial side of the business.
Finding out how the WMG Accelerator team could help tackle these challenges, Top Oriental wanted to grow their revenue and permanently move to a ‘direct to customer’ (D2C) business model in order to achieve their objectives.
As part of the preparation for entering the Accelerator, the team diagnosed a number of issues in Top Oriental’s production and commercial operations. In particular, there was reduced visibility across the stock management process and some production processes were avoidably manual. On the commercial side, there was no room for new product development, piloting was limited and there was limited resource to develop new sales channels and market research.
Top Oriental needed resource fast, and the knowledge and best practice to progress. To provide the best solutions, Top Oriental joined the WMG Accelerator Programme to help them overcome their challenges.
Solution
Working in collaboration with WMG, Top Oriental were able to:
§ Identify gaps in between product development and customer taste profiles using quantitative social listening and qualitative customer research.
§ Gain the skills and knowledge of “lean start-up” methods in order to accelerate their product development cycles, so they could go from gathering market intelligence to real product testing and new product launches in shorter time frame.
§ Created new products based off identified market requirements, most notably a tofu-based snack given the growing demand for alternatives to poultry and red meat in the UK market.
§ Mapped their existing large production facility and created the first production “digital twin” to identify and diagnose bottlenecks and wastage points, in preparation for the rapid responsive reconfiguration of facilities to cater new product development.
§ Assessed a range of lightweight enterprise resource planning (ERP) systems for manufacturing SMEs, and recommended a “best fit” solution to cater a lean start-up model of the rapid responsive reconfiguration of facilities. ERP software systems help organisations manage critical business operations, aligning and creating visibility across all key functions of the operation, including procurement, project management, risk management, compliance and supply-chain.
Impact
As a result of this collaboration, Top Oriental has successfully adopted a “lean start-up” model for its production from market validation to manufacturing and has managed to iterate on its production line and corresponding manufacturing reconfiguration on a quarterly basis. This core enabling ability has led to:
§ Launch of three new product groups, now widely distributed across the UK
§ Increased sales by 30%
§ Re-shoring niche food production back to the UK, given that many of its products were previously imported from the EU.
§ An increased order from the EU, though Brexit still hinders the actual export process. Top Oriental has an estimated £50k per month export value, under the assumption of a smooth export process to EU.
§ Implementation of the ERP system recommended and co-validated with the WMG Accelerator team
§ WMG assisted Top Oriental in securing a new Chief Operating Officer (COO) – who is now executing the newly defined strategy
§ The COO and the WMG Accelerator team are now exploring further project opportunities to ensure Top Oriental continue its innovation in both growing into niche markets, and manufacturing capability advancement.
Ming, CEO at Top Oriental, commented: “It is difficult for businesses to consider disruptive innovations when you’ve been working one way for so long. WMG Accelerator supported us in finding and materialising our new competitive advantages and rapidly responding to a new niche through dynamic reconfiguration of production ability.”
Xiao Ma, Project Lead at WMG, added, “WMG Accelerator team is trying to bring industry transformation to life. We help innovative businesses, such as Top Oriental, to adopt proven methodologies to challenge the current status quo in its industry. It is exciting to see a disruptor has pivoted from “playing” the existing game in its industry, to instead becoming a “game master” by creating new innovations and routes to market for its industry sector.”
For more information about joining the WMG Accelerator Programme, please email us on wmgsme@warwick.ac.uk
The grass is even greener for Allett after WMG internship
Background
Allett Mowers, a British-owned company based in Stafford, has been designing and manufacturing walk-behind cylinder lawn mowers for over 50 years. Allett’s customer base ranges from professional groundsmen producing sports surfaces in any weather for athletes; to palace Head-Gardeners; to homeowners. In April 2019, Allett won the Queen's Award for Enterprise: International Trade 2019 in recognition of its growth in exports and contribution to the British economy.
Challenge
Traditionally, Allett has manufactured wired and petrol lawnmowers that are bespoke for each customer. Understanding growing customer needs, Allett was aiming to manufacture a high volume of electric lawnmowers that were easier to produce in large numbers. The challenge was that they did not have the production capacity and manufacturing processes in place to mass-produce a new electric lawnmower.
The company created the first prototype of their new electric lawnmower and were already looking to develop prototype two. However, Allett knew that down the line they would need a more speedy and efficient production layout and process, as well as key manufacturing and engineering skills relating to it. They needed new ways to record cycle times of production and produce a standard operating sheet.

Solution
Allett came to WMG knowing they had the required expertise in manufacturing processes and efficiency. In discussions with the WMG SME Group they collaborated in various activities to streamline processes, make sure tools were correct, foster a culture change from one manufacturing method to another, and support a new supply chain.
Gary Loughran and Richard Savidge, Innovation Managers at WMG, provided insights into where Allett could quickly implement change. Richard and Gary were able to provide a fresh pair of eyes to the factory and were able to assist Allett in optimising processing, process equipment, layout, and flow to eventually produce these new electric lawn mowers at a high volume.
In addition to factory mapping, the WMG SME Group recommended the WMG Internship Programme and helped recruit and supervise an intern who could take on the role of launch engineer for Allett. Over 12 weeks the intern, Alexander Picton, a mechanical engineering student from Coventry University, ensured the product design process met the function, performance, safety, and quality requirements. This also fed into the optimisation of manufacturing quality and process performance needs.
Alexander was able to be the interface between production, quality, and engineering. The steps they took were to understand the current production process, identify potential failure modes, provide layout recommendations and finally, scope implementation for future opportunities.
Impact
- During the design, Alexander and the team at Allett were able to iron out more than 100 potentially problematic design challenges to create the best new prototype.
- Thanks to the work completed around the first prototype, the second edition will be made quicker and more improved than the last, making its route to market quicker.
- Supported the optimisation of process, layout, and workstation development, which successfully improved speed and quality of production.
- Allett received key support from the intern, WMG experts, and access to the WMG state-of-the-art technology that they wouldn’t have got anywhere else. They are aiming to launch their new electric lawnmower in the near future.
Alexander Picton, WMG Intern, commented: “Working in collaboration with Allett has been a fantastic way for me to develop the skills I have learnt during university. Allett was a welcoming and dynamic team who are stepping into the future of lawnmowing without compromising on their years of built-up lawnmower experience. We can’t wait to see the finished product.”
Austin Jarrett, Director at Allett Mowers, added: “Working with WMG was just the support we needed, without the team and the internship programme we would have struggled to prepare for our next line of products. Alexander was a great addition to our team, and we are looking forward to presenting the final product in the near future”.
For more information on working with us, please email wmgsme@warwick.ac.uk.
Warden Plastics reduces materials while maintaining effectiveness of biological random filter media product
Background
Established in 1957, Warden Plastics specialises in plastic injection moulding and extrusion, serving a diverse range of industries including automotive, electronics, medical, construction, and defence. Warden's initial area of activity was the chipping and selling of re-granulated plastics, but it soon expanded its operations to include the design and production of plastic extrusions. Warden Biomedia is the trading name for Warden Plastics’ own product range, enabling Warden to manufacture and market their Biomedia range. Warden Biomedia specialises in the research and development of random filter media for aeration and biological wastewater treatment plants.
Challenge
One of its Biomedia products is the Biomarble, with the principle of increased surface area, the eco-friendly biological filter media are injection moulded in recycled polypropylene with specific design features to increase the efficiency of the effluent treatment process. The excellent ventilation and high voidage performance of Biomarble media make them extremely effective in wastewater treatment applications. The Biomarble is a product currently on the market, and Warden’s management team were looking to see if they could optimise tooling and reduce the product weight. In doing this, they wanted to reduce the cost of production while maintaining the performance of the part. There is growing demand for Biomedia in biological wastewater treatment processes, and Warden Plastics is becoming a global supplier in the wastewater treatment industry.
If successful, Warden was also seeking to make similar cost and material savings for its next-generation spherical design product, which is still in development stages.
Solution
After initially meeting WMG's SME Group at a networking event, Warden reached out to us for support. After considering their challenge, we were able to provide pre-funded materials analysis and design support under our Digital Innovation for Manufacturing (DI4M) programme.
The Biomarble is plastic sphere with a surface area of 310m²/m³. The Biomarble media is used in attached growth systems where biologically active microorganisms remove carbon and ammonia from wastewater.
Fernando Murguia, Technology Transfer Engineer (TTE) in our SME Group, began by building a simulation of the plastic injection process for the existing product. The simulation was then evaluated and used to optimise the geometry of the product to minimise the volume of material while being just as effective. Further simulations were carried out to show the efficiency of the final design. Fernando was also able to offer advice on tooling solutions and design.

Impact
- Although the changes we made to the original Biomarble design were relatively small, they have had a big impact on cost, material usage and waste.
- The optimised Biomarble design saved 0.39g of plastic material per product, approximately 10% of the overall product weight.
- This translates to a 6% cost reduction in its manufacture. Based on last year’s sales, this equates to a saving of £ 42,000 per annum.
- The new product is a new design and yet to go on the market. We are assisting Warden in improving the basic design and manufacturing process to maximise potential profits. In order for the new product to make it to the market, it must be lightweight and have high machine output “yield”. WMG is assisting Warden to achieve these goals. WMG has already helped reduce the raw material content by 18%, which will help ensure its commercial viability.
- This saving enabled Warden to invest in new tooling for the Biomarble to keep ahead of demand for this product both for the home market and for export.
Mark Barrett, Managing Director at Warden Plastics, commented: “We’re always looking to make efficiencies and reduce waste to make our business more sustainable. The simulations Fernando created allowed us to see how we could reduce the quantity of material but keep the product effectiveness, so that we could make decisions prior to investing in new tooling. We hope to launch the new iteration of the Biomarble later this year.”
Dr Fernando Murguia added: “This is the kind of product that will enable an environmentally conscious future and, from our perspective, it was of the utmost importance to run a number of simulations to optimise the use of materials and ensure we were keeping the product effectiveness. Warden is a really dynamic team, and it was great to be able to help them become more sustainable and efficient.”
Intern duo bolster collaborative relationship with creation of new product line and costing system
Challenge
With manufacturing centres in the UK and in Dubai, Ramfoam makes foam products for a range of applications. Although already selling into a large range of industries including aerospace, construction and retail, the company had significant growth aspirations and wanted to diversify into new markets, specifically the oil and gas sector.
Alongside this, the company had a requirement to optimise their cost model to reduce the time and resource needed to create quotes for more complex (tertiary) products. They believed that a large amount of tertiary work was being taken to competitors because of the issues with their existing quotation system. When quoting for tertiary products, many manufacturing and resource costs need to be factored in due to their complexity.

Solution
At the height of the COVID-19 pandemic, Ramfoam had worked with WMG to adapt its manufacturing practices to produce two million face visors a week. They discussed their new ideas with innovation manager Richard Brighton and it was suggested that WMG's internship programme could help them take the projects forward. Ramfoam recruited Ahsan Farooq, an engineering design student at the University of Bristol to work on developing some new products for the oil and gas sector and James Walker, a systems engineering student at the University of Warwick to work on the costing model.
Under guidance from Ramfoam, Ahsan identified three product lines (packer elements, essential products used in gas and oil wells) that could be produced in high volume and had the potential to deliver good margins. He then spent time researching the material requirements, the design features, factoring in how to reduce product failure by simulating conditions, as well as other testing criteria.
James worked to identify areas of improvement to speed up the generation of quotes. He mapped out the current processes and the man hours required to calculate quotes and developed an automated system that could retrieve information quickly and easily. He then went on to integrate it into Ramfoam’s new ERP system along with a quote tracker to monitor how may quotes are coming in and the actual win rate.
Impact
- James’s new system means that 90% of tertiary quotes can now be generated within 24 hours.
- Win rates following quotations have increased from 25% to 50%, and new revenue generated through additional tertiary work is forecast to be £1 million next year
- The introduction of the new product lines will increase turnover by £1-2 million
- As a result of the new product lines, Ramfoam are formulating plans for setting up a specialist group for the oil and gas industry
Tim Mulqueen, Director at Ramfoam commented: “It has been valuable to us to have someone look at some of the priority challenges in our business. James was very diligent and his recommendations will be key in allowing us to win new business. Ahsan’s passion for his job was refreshing to the team. In just 12 weeks he was able to deliver on the project objectives, supporting the growth and market diversification of our company”.
James Walker, WMG Intern added: “The fact that the internship was based on a well-structured project made the difference for me. I could see from the description the benefit that it would have on the company and how much I could learn over the 12 weeks. One of the main benefits for me was the opportunity to improve the way I communicate and collaborate with people in a team, which is a valuable skill in today’s work environment”.
Ahsan Farooq, the second WMG intern, echoes James’ comments: “I was looking for an experience that would allow me to be useful to the company from day 1 and this internship was what I was hoping for. I was able to do independent research and design a new product that worked! An amazing feeling! The experience boosted my confidence, as I feel I am now able to lead on a project and better communicate the value of what I’m doing to clients and stakeholders”.
For more information on working with us, or the WMG Internship Programme, please email wmgsme@warwick.ac.uk
Woodwork company nails success with more than £70k yearly savings with WMG
Background
Gordon Ellis & Co is a UK manufacturer of precision woodworking and rotational moulding. With more than 150 years of experience, the company has moved from horse and hand tools to today’s CNC precision woodworking machinery. Products include hospital bed frames, commodes, trolleys, high end audio equipment casings, and automotive wooden internal components. Their rota moulding products have a wide range of durable and weather resistant applications.
Challenge
Gordon Ellis & Co has been making quality wooden and rotational moulded products for many years. Although they’ve progressed massively from manual manufacturing practices to industrial machinery, they are now interested in stepping into the digital age.
Having met the WMG SME Group at a networking event, they were interested in getting their perspective for moving forward and building better. This would mean investigating a way of analysing the factory to discover how ‘digital manufacturing’ can create improvements. They hoped this would help them to make more products faster to meet their increasing customer demand.

Solution
Digital manufacturing is often a thrown around buzz-phrase, but at WMG we aim to promote and explain just how much digital manufacturing can improve efficiency, productivity, and data collection. First things first, we wanted to make sure Gordon Ellis’s factory was prepared for the transition.
Rich Savidge, Technology Transfer Engineer at WMG, and Onur Eren, Innovation Manager, undertook a detailed investigation of the key facilities ‘current-state’, reviewing existing equipment, productivity, efficiency, and data outputs. Working with Gordon Ellis & Co, the team were able to propose a ‘future-state’, recognising equipment suitable for upgrade, targeting challenge areas and developing the businesses core capabilities.
The core impacts of the project saw reduced costs by eliminating material waste and promoting operational excellence methodologies. The team also recognised ways to introduce useful methods to gather data from their factory.
During this preliminary optimisation project, it was clear that digitisation would have a major improvement to Gordon Ellis & Co’s turnover while increasing their capability to stay competitive and enter luxury markets. The team worked hard to submit a Knowledge Transfer Partnership (KTP) bid that will gain them the funding they’d need to complete a two-year project to source an associate engineer to implement sensors and data collection devices around the factory. The beauty of a KTP is that it works in partnership with the externally employed graduate (the associate), and WMG utilising the facilities, expertise, and resources to see the project through to the end.
Impact
- The preliminary project ‘quick-wins’ saved the company £70k a year through waste elimination and the streamlining of internal procedures.
- More substantial gains will be had after the installation of state-of-the-art CNC equipment yielding an estimated gain in production capacity of x 4, de-risked by the team’s involvement.
- The Innovate UK KTP bid funding was successful and the project aims to increase the turnover of Gordon Ellis & Co by £540k over the next five years.
- Their savings will allow them to invest in the newly defined strategy, targeting industry 4.0 technologies that will enable sustainable growth
Rich Savidge, Technology Transfer Engineer, WMG, commented; “Working together, we were able to objectively define bottlenecks and target real production waste, preparing a journey for Gordon Ellis and their digitalisation journey. I am very pleased that they have won their KTP bid, and I can’t wait to see what they achieve in the next five years.”
Onur Eren, Innovation Manager, WMG, said: “I really enjoy projects like these because the team at Gordon Ellis were so open to our suggestions and were passionate about taking on the latest innovations before others in industry. I’m looking forward to supporting the digitalisation KTP over the next two years and beyond.”
Daniel Robinson, Financial Controller & Company Secretary, Gordon Ellis, added; “We’ve spent over 150 years in the industry, and we know it well, however, we are also looking to the future and seeing that we need to become more digital to continue to be innovative and competitive. WMG know digital and smart factories so well and we got support for the KTP that I wouldn’t have got anywhere else.”

WMG helps rising automotive security company prove its technology
 Mitigating the risks associated with autonomous vehicles
Mitigating the risks associated with autonomous vehicles
According to recent information published by the UK Government’s Centre for Connected and Autonomous Vehicles (CCAV), the CAV market in the UK could be worth between £52 billion and £62 billion by 2035.
Although the scope and potential within the sector is huge, public trust, perceptions, and the prospect of changing daily travel routines and ideologies pose significant challenges. Such challenges are being addressed to successfully implement CAVs, particularly in the context of proving that the new technology is safe.
CAV safety can be considered in the context of an automated vehicle’s physical attributes, or the physical interaction between such vehicles and the real world (e.g., roads, traffic lights, lampposts, and pedestrians). However, as automation technology advances, vehicles are becoming less about getting from “A to B” and more about the convenience of travel and the transfer of data between the vehicle and the road infrastructure. For example, gauging changeable conditions such as congestion, weather severity, lane closures and hazards in the road in real-time are all elements that depend on the effective transmission of data.
Given the complexities around this data transmission and storage, data and technology transfer for in-vehicle and extravehicular communications needs to be robust in terms of cyber security to mitigate risk. Solutions used to strengthen security mitigate threats to systems in several ways, helping make hacking unattractive. Such solutions also mitigate against data spoofing, replay attacks (an attack on networks to delay or repeat data transmission), eavesdropping (theft of information as data is being transferred), and impersonation. It helps maintain the privacy of data and increases difficultly to track a vehicle via its signals.
Maintaining safety through data encryption
Specialist SME Angoka provides embedded hardware-based solutions to mitigate cyber security risks, particularly in the Intelligent Vehicles sector. To test its new Device Authentication Unit (DAU) technology to authenticate and safeguard the identity and communication integrity within the vehicle, and from the vehicle to external sources, the company had to embark on developing a real-word demonstrator.
The SCAV project was launched in October 2019 and provided an opportunity for Angoka to collaborate with WMG. Having recently been completed, the testing phase made up a major part of the project. Carsten Maple, Professor of Cyber Systems Engineering at WMG, University of Warwick, and Principal Investigator for SCAV said:
“SCAV provided an opportunity for WMG to support a promising young company with the development of a unique piece of data encryption technology that could not only accelerate the company’s growth but also prove pivotal to the safety and security of CAVs in the UK. Through our facilities, expertise and experience we were able to successfully collaborate with Angoka, and I look forward to continuing the momentum built within SCAV to help apply academic and theoretical research within an industry context.”
Dr Dan Fowler, Research Fellow at WMG for SCAV said:
“The real-world testing was important to validate Angoka’s device authentication and communication security technology. Not only for the in-vehicle data communications but also Vehicle-to-Infrastructure (V2I) communications.
“To that extent, WMG’s Secure Cyber Systems (SCS) research group was able to support Angoka with a loan of V2I communications equipment to help further develop the IP and provide support towards the real-world testing phase.”
Support from WMG’s Intelligent Vehicles (IV) research group also enabled Angoka to retrofit its Device Authentication Units (DAUs) to the Catapult Open Innovation Platform vehicle and use it to replace the normal unencrypted vehicle control signals with encrypted ones, whilst allowing the vehicle to operate as normal.
The testing during October 2020 allowed the vehicle to operate autonomously with authenticated and encrypted control signals and V2I authenticated and encrypted control signals. This allowed completion of robust field testing, which would be the first real-world demonstration of the SME’s Device Authentication Unit (DAU) technology for in-vehicle and extravehicular communications.
Angoka’s solution uses embedded hardware-based fingerprinting technology, used to generate dynamic, unforgeable identities for the connected devices and encryption keys to encrypt or decrypt data. These look like typical vehicle Electronic Control Units (ECUs) but can replace a normal ECU to provide device authentication and data encryption at the main point of control in a vehicle.
The real-world testing revolved around the usage of the High Value Manufacturing (HVM) Catapult funded autonomous capable vehicle with a Drive-by-Wire (DbW) system, and SCAV prompted the first usage of this facility by an organisation outside of the University of Warwick.
The test vehicle is used to develop and test CAV hardware and software technologies and services. In addition to the DbW system, the vehicle is fitted with a sensor suite (cameras, LIDAR, RADAR, ultrasonics), GNSS, computing hardware, DSRC and 4G. With the support from the IV team, it enabled Angoka to trial its technology in the real world. Dr Graham Lee, Lead Engineer and Technical lead for the Catapult Open Innovation Platform vehicle said:
“The HVM Catapult Open Innovation Platform vehicle was pivotal in supporting the testing phases within the project, and SCAV provided the perfect opportunity to use this technology with industry for the first time. The test vehicle enabled Angoka to physically test their DAU technology on a vehicle to observe and validate the behaviour of their technology in a more realistic operating environment”
In addition to implementing technology to aid testing, the WMG Intelligent Vehicles Research Group provided the expertise to facilitate the testing and analyse the results. When reflecting on the research project, Tim Harrison, Engineering Lead at Angoka said:
“WMG gave Angoka access to top-rated researchers and experts in cyber security and Smart Mobility who provided us with an unbiased and independent assessment of our technology both from a security and practical perspective. This has enabled us to further develop and enhance our technology ensuring its resilience and interoperability within the rapidly evolving Connected and Autonomous Vehicle world.
“Furthermore, access to facilities and resources, such as the WMG test vehicle and open test areas for mobile testing, were essential to demonstrating the practical implementation of our DAU technology.”
Each DAU within a vehicle will generate a unique identity for the device, as well as multiple communication encryption keys. The identities and encryption keys will be stored in a secure chip within the DAU that cannot be copied or tampered with.
The hardware solution utilises the physical characteristic of the device to create an unforgeable fingerprint for the device, and uses Angoka’s S-CAN protocol to generate unique and dynamic identities and encryption keys to authenticate connected devices and data messages (for example, messages to control vehicle braking and vehicle signalling were used during testing).
If that data is manipulated in some way, then the DAU’s fingerprint ensures it becomes invalid. This hardware digital signature is the key to the authentication of the communication and ensures that the contents of a data message have not been altered or changed. Dr Dan Fowler added:
“An autonomous vehicle could be controlled remotely via a V2I message. For example, to slow it if traffic jams are detected. However, if control messages can be spoofed, the vehicle could be made to perform unintended, and potentially unsafe, operations.”
Tim Harrison added:
“Our technology is built around decentralising the authentication and encryption process, meaning we require no central authority to generate and distribute keys. Our approach eliminates the single point of failure and a single point of attack of a central authority.
“Any public key infrastructure (PKI) based system uses asymmetric encryption which has a significantly associated overhead to generate, distribute and manage certificates. Our encryption technology is based on symmetric encryption protocols which with our decentralised mechanism to generate and manage identity and encryption keys eliminates these overheads.”
Bringing Angoka’s technology to market
As well as helping Angoka to establish as a start-up, the collaboration with WMG through SCAV has resulted in several follow-on collaborations to allow the expansion of the team and activities in real-world testing. Angoka has recruited two new staff to broaden its expertise as a result of the project. Shadi Razak, CTO & Co-Founder from Angoka said:
“Testing on the vehicle has helped Angoka commit to further developments, whilst also generating client interest. The testing that was conducted at WMG as part of the project has directly led to several follow-on projects.
“The first is with the Zenzic Testbeds, which will allow Angoka to further expand our real-world testing into multiple autonomous vehicles and urban environments. We have also secured another Innovate UK project in partnership with WMG, BT and other partners to deliver a quantum key distributed autonomous vehicle network.”
The SCAV report, due for completion end of December, will contain the full findings from the testing.
---------------------------------------------------------------------
Find out more about WMG's Transport research here.